इन्व्हर्टर वेल्डिंग मशीन
 इन्व्हर्टरच्या तत्त्वावर काम करणार्या वेल्डिंग मशीनच्या नवीन डिझाइनमध्ये गेल्या दशकात वाढलेली प्रचंड आवड आणि लोकप्रियतेचे शिखर खालील मुख्य कारणांमुळे आहे:
इन्व्हर्टरच्या तत्त्वावर काम करणार्या वेल्डिंग मशीनच्या नवीन डिझाइनमध्ये गेल्या दशकात वाढलेली प्रचंड आवड आणि लोकप्रियतेचे शिखर खालील मुख्य कारणांमुळे आहे:
-
वाढलेली शिवण गुणवत्ता;
-
हॉट स्टार्ट, इलेक्ट्रोडचे अँटी-स्टिकिंग आणि आर्क बर्निंगसाठी फंक्शन्सच्या कॉम्प्लेक्सच्या समावेशामुळे नवशिक्या वेल्डरसाठी देखील ऑपरेशन्सची उपलब्धता;
-
वेल्डिंग उपकरणांचे डिझाइन कमी करणे, त्याची गतिशीलता सुनिश्चित करणे;
-
ट्रान्सफॉर्मरच्या तुलनेत लक्षणीय ऊर्जा बचत.
मायक्रोप्रोसेसर तंत्रज्ञानातील नवीनतम प्रगतीच्या परिचयामुळे इलेक्ट्रोडवर वेल्डिंग आर्क तयार करण्याच्या तंत्रज्ञानाच्या दृष्टिकोनातील बदलामुळे हे फायदे शक्य झाले.
वेल्डिंग इन्व्हर्टर कसे आहेत
ते 220 V 50 Hz विजेद्वारे समर्थित आहेत, जे नियमित विद्युत आउटलेटमधून येते. (थ्री-फेज नेटवर्कमध्ये कार्यरत उपकरणे समान अल्गोरिदम वापरतात.) उपकरणाच्या उर्जेच्या वापरावर तुम्ही लक्ष दिले पाहिजे.हे मुख्य संरक्षणात्मक उपकरणांचे रेटिंग आणि वायरिंगच्या प्रवाहकीय गुणधर्मांपेक्षा जास्त नसावे.
इन्व्हर्टरमधून वेल्डिंग आर्क तयार करण्यासाठी वापरल्या जाणार्या पाच तांत्रिक चक्रांचा क्रम फोटोमध्ये दर्शविला आहे.
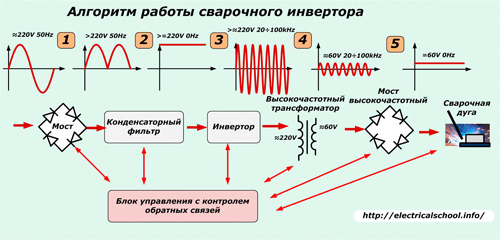
यामध्ये खालील प्रक्रियांचा समावेश आहे:
-
दुरुस्त करणारा;
-
कंडेनसर लाइन फिल्टर;
-
उच्च वारंवारता कनवर्टर;
-
उच्च-फ्रिक्वेंसी व्होल्टेज स्टेप-डाउन ट्रान्सफॉर्मर;
-
उच्च वारंवारता रेक्टिफायर;
-
नियंत्रण योजना.
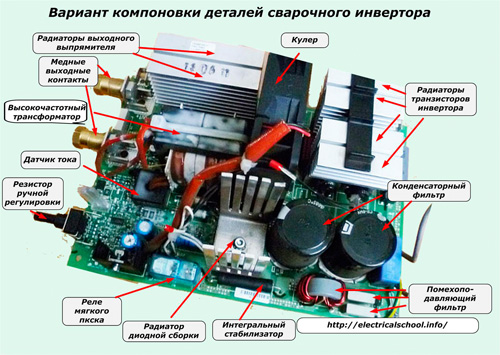
ही सर्व उपकरणे बॉक्सच्या आत असलेल्या बोर्डवर आहेत. कव्हर काढून टाकल्यावर ते चित्रात दाखवल्याप्रमाणे काहीतरी दिसतात.
मुख्य व्होल्टेज रेक्टिफायर
हे शरीरावर स्थित मॅन्युअल स्विचद्वारे स्थिर विद्युत नेटवर्कच्या वैकल्पिक व्होल्टेजसह पुरवले जाते. हे डायोड ब्रिजद्वारे स्पंदनशील मूल्यात रूपांतरित केले जाते. वेल्डिंग आर्कची सर्व ऊर्जा या ब्लॉकच्या अर्धसंवाहक घटकांमधून जाते. म्हणून, ते व्होल्टेज आणि करंटच्या आवश्यक मार्जिनसह निवडले जातात.
उष्णतेचा अपव्यय सुधारण्यासाठी, डायोड असेंब्ली, ज्याला ऑपरेशन दरम्यान गंभीर गरम केले जाते, ते कूलिंग रेडिएटर्सवर माउंट केले जाते, जे अतिरिक्तपणे फॅनमधून पुरवलेल्या हवेने उडवले जाते.
डायोड ब्रिज हीटिंग थर्मल फ्यूज मोडवर सेट केलेल्या तापमान सेन्सरद्वारे नियंत्रित केले जाते. हे, संरक्षण घटक म्हणून, जेव्हा डायोड्स +90 OC ला गरम केले जातात, तेव्हा पॉवर सर्किट उघडते.
कंडेनसर लाइन फिल्टर
रेक्टिफायरच्या आउटपुट संपर्काच्या समांतर, जो रिपल व्होल्टेज तयार करतो, दोन शक्तिशाली इलेक्ट्रोलाइटिक कॅपेसिटर एकत्र काम करण्यासाठी जोडलेले असतात. ते लहरी चढउतार गुळगुळीत करतात आणि नेहमी व्होल्टेज मार्जिनसह निवडले जातात.खरंच, सामान्य फिल्टर मोडमध्ये देखील, ते 1.41 पट वाढते आणि 220 x 1.41 = 310 व्होल्टपर्यंत पोहोचते.
या कारणास्तव, कॅपेसिटर किमान 400 V च्या ऑपरेटिंग व्होल्टेजसाठी निवडले जातात. त्यांची क्षमता प्रत्येक संरचनेसाठी जास्तीत जास्त वेल्डिंग करंटच्या शक्तीनुसार मोजली जाते. हे सहसा एका कॅपेसिटरसाठी 470 मायक्रोफॅरॅड्स किंवा त्याहून अधिक असते.
हस्तक्षेप फिल्टर
कार्यरत वेल्डिंग इन्व्हर्टर इलेक्ट्रोमॅग्नेटिक आवाज निर्माण करण्यासाठी पुरेशी विद्युत शक्ती बदलते. अशा प्रकारे, ते नेटवर्कशी जोडलेल्या उर्वरित विद्युत उपकरणांमध्ये हस्तक्षेप करते. त्यांना रेक्टिफायर इनपुटवर काढण्यासाठी, सेट करा प्रेरक-कॅपेसिटिव्ह फिल्टर.
कार्यरत सर्किटपासून इतर विद्युत ग्राहकांच्या पॉवर नेटवर्कमध्ये येणारे उच्च-वारंवारता व्यत्यय सुलभ करणे हा त्याचा उद्देश आहे.
इन्व्हर्टर
डायरेक्ट व्होल्टेजचे उच्च फ्रिक्वेंसीमध्ये रूपांतरण वेगवेगळ्या तत्त्वांनुसार केले जाऊ शकते.
वेल्डिंग इनव्हर्टरमध्ये, "स्लँटेड ब्रिज" तत्त्वावर कार्यरत दोन प्रकारचे सर्किट बहुतेक वेळा आढळतात:
-
हाफ-ब्रिज हाफ-ब्रिज पल्स कन्व्हर्टर;
-
फुल-ब्रिज पल्स कन्व्हर्टर.
आकृती पहिल्या सर्किटची अंमलबजावणी दर्शवते.
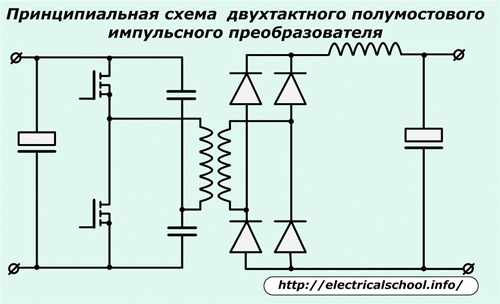
येथे दोन शक्तिशाली ट्रान्झिस्टर स्विच वापरले जातात. ते मालिका सेमीकंडक्टर उपकरणांवर एकत्र केले जाऊ शकतात MOSFET किंवा IGBT.
कॅस्केड MOSFET कमी व्होल्टेज इनव्हर्टरमध्ये चांगले कार्य करतात आणि वेल्डिंग लोड देखील चांगल्या प्रकारे हाताळतात. उच्च-क्षमतेच्या जलद चार्ज/डिस्चार्जसाठी, त्यांना एका ट्रान्झिस्टरसह कॅपेसिटर जलद चार्ज करण्यासाठी अँटी-फेज सिग्नल नियंत्रणासह पुश ड्रायव्हरची आवश्यकता असते आणि दुसर्यासह डिस्चार्ज करण्यासाठी शॉर्ट टू ग्राउंडची आवश्यकता असते.
वेल्डिंग इनव्हर्टरमध्ये बायपोलर आयजीबीटी लोकप्रिय होत आहेत.ते उच्च व्होल्टेजसह मोठ्या शक्ती सहजपणे प्रसारित करू शकतात, परंतु अधिक जटिल नियंत्रण अल्गोरिदम आवश्यक आहेत.
अर्ध-ब्रिज पल्स कन्व्हर्टरची योजना मध्यम किंमत श्रेणीतील वेल्डिंग इनव्हर्टरच्या बांधकामांमध्ये आढळते. त्याची कार्यक्षमता चांगली आहे, ते विश्वासार्ह आहे, ते ट्रान्सफॉर्मर बनवते आयताकृती डाळी अनेक दहापट kHz च्या उच्च वारंवारतेसह.
पूर्ण ब्रिज पल्स कन्व्हर्टर अधिक जटिल आहे, त्यात दोन अतिरिक्त ट्रान्झिस्टर समाविष्ट आहेत.
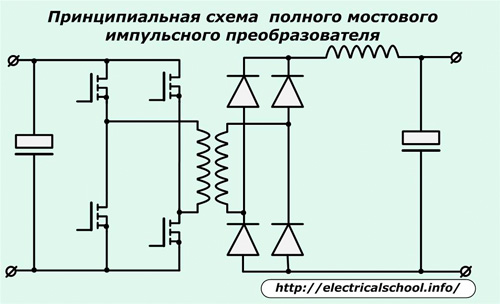
हे दोन एकत्रित तिरकस पुलांच्या मोडमध्ये जोड्यांमध्ये कार्यरत ट्रांझिस्टर स्विचसह उच्च-फ्रिक्वेंसी ट्रान्सफॉर्मरच्या सर्व शक्यतांचा पूर्ण फायदा घेते.
हे सर्किट सर्वात शक्तिशाली आणि महाग वेल्डिंग इनव्हर्टरमध्ये वापरले जाते.
उष्णता काढून टाकण्यासाठी सर्व की ट्रान्झिस्टर शक्तिशाली हीटसिंकवर स्थापित केले जातात. याव्यतिरिक्त, आरसी फिल्टर्स ओलसर करून संभाव्य व्होल्टेज स्पाइक्सपासून ते अधिक संरक्षित केले जातात.
उच्च वारंवारता ट्रान्सफॉर्मर
ही एक विशेष ट्रान्सफॉर्मर रचना आहे, सामान्यत: फेराइट चुंबकीय सर्किटची, जी सुमारे 60 - 70 व्होल्टच्या स्थिर आर्क इग्निशनमध्ये कमीत कमी नुकसानासह इन्व्हर्टर नंतर उच्च-फ्रिक्वेंसी व्होल्टेज खाली करते.
त्याच्या दुय्यम वळणात अनेक शंभर अँपिअरपर्यंतचे मोठे वेल्डिंग प्रवाह वाहतात. अशा प्रकारे, व्हॉल्यूम रूपांतरित करताना. / एच ऊर्जा दुय्यम विंडिंगमध्ये करंट आणि उच्च व्होल्टेजच्या तुलनेने कमी मूल्यासह, वेल्डिंग प्रवाह आधीच कमी व्होल्टेजसह तयार होतात.
उच्च वारंवारतेच्या वापरामुळे आणि फेराइट चुंबकीय सर्किटमध्ये संक्रमण झाल्यामुळे, ट्रान्सफॉर्मरचे वजन आणि परिमाणे लक्षणीयरीत्या कमी होतात, लोह चुंबकत्वाच्या उलट्यामुळे होणारी वीज हानी कमी होते आणि कार्यक्षमता वाढते.
उदाहरणार्थ, लोखंडी चुंबकीय कोर असलेल्या जुन्या डिझाइनचा वेल्डिंग ट्रान्सफॉर्मर, 160 अँपिअरचा वेल्डिंग प्रवाह प्रदान करतो, त्याचे वजन सुमारे 18 किलो असते आणि उच्च-फ्रिक्वेंसी (समान विद्युत वैशिष्ट्यांसह) 0.3 किलोग्रॅमपेक्षा किंचित कमी असते.
डिव्हाइसचे वजन आणि त्यानुसार, कामकाजाच्या परिस्थितीत फायदे स्पष्ट आहेत.
पॉवर आउटपुट रेक्टिफायर
हे विशेष हाय-स्पीड, अतिशय हाय-स्पीड डायोड्समधून एकत्रित केलेल्या पुलावर आधारित आहे जे उच्च-फ्रिक्वेंसी करंटला प्रतिसाद देण्यास सक्षम आहे — सुमारे 50 नॅनोसेकंदांच्या पुनर्प्राप्ती वेळेसह उघडणे आणि बंद करणे.
पारंपारिक डायोड या कार्याचा सामना करू शकत नाहीत. त्यांच्या क्षणिक कालावधीचा कालावधी करंटच्या सायनसॉइडल हार्मोनिकच्या अर्ध्या कालावधीशी किंवा सुमारे 0.01 सेकंदांशी संबंधित आहे. यामुळे ते लवकर तापतात आणि जळतात.
पॉवर डायोड ब्रिज, हाय-व्होल्टेज ट्रान्सफॉर्मरच्या ट्रान्झिस्टरप्रमाणे, हीट सिंकवर ठेवला जातो आणि व्होल्टेज स्पाइक्सच्या विरूद्ध ओलसर आरसी सर्किटद्वारे संरक्षित केला जातो.
इलेक्ट्रोड सर्किटला वेल्डिंग केबल्सच्या सुरक्षित कनेक्शनसाठी रेक्टिफायरचे आउटपुट टर्मिनल जाड तांब्याच्या लग्सने बनवले जातात.
नियंत्रण योजनेची वैशिष्ट्ये
वेल्डिंग इन्व्हर्टरचे सर्व ऑपरेशन्स प्रोसेसरद्वारे विविध सेन्सर्सचा वापर करून फीडबॅकद्वारे नियंत्रित आणि नियंत्रित केले जातात. हे सर्व प्रकारच्या धातूंना जोडण्यासाठी जवळजवळ आदर्श वेल्डिंग वर्तमान मापदंड प्रदान करते.
तंतोतंत डोस लोड केल्याबद्दल धन्यवाद, वेल्डिंग दरम्यान ऊर्जा नुकसान लक्षणीयरीत्या कमी होते.
कंट्रोल सर्किट ऑपरेट करण्यासाठी, पॉवर सप्लायमधून एक स्थिर स्थिर व्होल्टेज पुरवला जातो, जो 220 V इनपुट सर्किट्सशी आंतरिकपणे जोडलेला असतो.या तणावाचा उद्देश आहे:
-
रेडिएटर्स आणि बोर्डसाठी कूलिंग फॅन;
-
सॉफ्ट स्टार्ट रिले;
-
एलईडी निर्देशक;
-
मायक्रोप्रोसेसर आणि ऑपरेशनल अॅम्प्लिफायरला वीज पुरवठा.
सॉफ्ट स्टार्ट इन्व्हर्टरसाठी रिले नावावरून स्पष्ट आहे. हे खालील तत्त्वावर कार्य करते: इन्व्हर्टर चालू करण्याच्या क्षणी, नेटवर्क फिल्टरचे इलेक्ट्रोलाइटिक कॅपेसिटर खूप वेगाने चार्ज होऊ लागतात. त्यांचा चार्जिंग करंट खूप जास्त आहे आणि ते रेक्टिफायर डायोडला नुकसान पोहोचवू शकतात.
हे टाळण्यासाठी, चार्ज एका शक्तिशाली रेझिस्टरद्वारे मर्यादित आहे, जो त्याच्या सक्रिय प्रतिकाराने प्रारंभिक इनरश प्रवाह कमी करतो. जेव्हा कॅपेसिटर चार्ज केले जातात आणि इन्व्हर्टर डिझाईन मोडमध्ये कार्य करण्यास प्रारंभ करतो, तेव्हा सॉफ्ट स्टार्ट रिले सक्रिय होते आणि त्याच्या सामान्यपणे उघडलेल्या संपर्कांद्वारे हे प्रतिरोधक हाताळते, ज्यामुळे ते स्थिरीकरण सर्किट्समधून काढून टाकले जाते.
जवळजवळ सर्व इन्व्हर्टर लॉजिक मायक्रोप्रोसेसर कंट्रोलरमध्ये बंद केलेले आहे. हे कनवर्टरच्या शक्तिशाली ट्रान्झिस्टरचे ऑपरेशन नियंत्रित करते.
गेट आणि एमिटर पॉवर ट्रान्झिस्टरचे ओव्हरव्होल्टेज संरक्षण जेनर डायोडच्या वापरावर आधारित आहे.
उच्च-फ्रिक्वेंसी ट्रान्सफॉर्मरच्या विंडिंग सर्किटशी एक सेन्सर जोडलेला असतो - एक वर्तमान ट्रान्सफॉर्मर, जो त्याच्या दुय्यम सर्किट्ससह तर्क प्रक्रियेसाठी परिमाण आणि कोनामध्ये प्रमाणानुसार सिग्नल पाठवतो. अशा प्रकारे, इन्व्हर्टरच्या स्टार्ट-अप आणि ऑपरेशन दरम्यान वेल्डिंग प्रवाहांची ताकद नियंत्रित केली जाते.
उपकरणाच्या मेन रेक्टिफायरच्या इनपुटवर इनपुट व्होल्टेजची परिमाण नियंत्रित करण्यासाठी, एक ऑपरेशनल अॅम्प्लीफायर मायक्रोक्रिकिट जोडलेले आहे.हे सतत व्होल्टेज आणि वर्तमान संरक्षणातील सिग्नलचे विश्लेषण करते, जेव्हा ऑपरेटिंग जनरेटरला अवरोधित करणे आणि वीज पुरवठ्यापासून इन्व्हर्टर डिस्कनेक्ट करणे आवश्यक असते तेव्हा आपत्कालीन परिस्थितीचा क्षण निर्धारित करते.
पुरवठा व्होल्टेजचे जास्तीत जास्त विचलन तुलनीय द्वारे नियंत्रित केले जाते. जेव्हा महत्त्वपूर्ण ऊर्जा मूल्ये गाठली जातात तेव्हा ते ट्रिगर होते. जनरेटर आणि इन्व्हर्टर स्वतः बंद करण्यासाठी त्याच्या सिग्नलवर तर्कशास्त्र घटकांद्वारे क्रमाक्रमाने प्रक्रिया केली जाते.
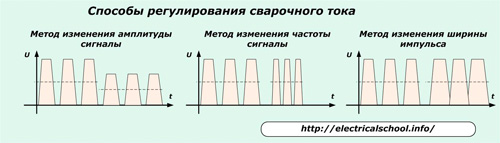
वेल्डिंग आर्कच्या करंटच्या मॅन्युअल ऍडजस्टमेंटसाठी, ऍडजस्टिंग पोटेंशियोमीटर वापरला जातो, ज्याचा नॉब डिव्हाइसच्या मुख्य भागावर आणला जातो. त्याचा प्रतिकार बदलल्याने नियंत्रण पद्धतींपैकी एक वापरला जाऊ शकतो, ज्यावर परिणाम होतो:
-
इन्व्हर्टरच्या / एच व्होल्टेजमध्ये मोठेपणा;
-
उच्च-वारंवारता डाळींची वारंवारता;
-
नाडी कालावधी.
ऑपरेशनचे मूलभूत नियम आणि वेल्डिंग इनव्हर्टरच्या अपयशाची कारणे
क्लिष्ट इलेक्ट्रॉनिक उपकरणांचा आदर ही त्याच्या दीर्घकालीन आणि विश्वासार्ह ऑपरेशनची गुरुकिल्ली असते. परंतु, दुर्दैवाने, सर्व वापरकर्ते ही तरतूद व्यवहारात लागू करत नाहीत.
वेल्डिंग इनव्हर्टर उत्पादन कार्यशाळेत, बांधकाम साइटवर काम करतात किंवा वैयक्तिक गॅरेज किंवा उन्हाळ्याच्या कॉटेजमध्ये घरगुती कारागीर वापरतात.
उत्पादन वातावरणात, इनव्हर्टर बहुतेकदा बॉक्सच्या आत जमा होणाऱ्या धूळ ग्रस्त असतात. त्याचे स्त्रोत कोणतीही साधने किंवा मेटलवर्किंग मशीन, प्रक्रिया करणारे धातू, काँक्रीट, ग्रॅनाइट, विटा असू शकतात. ग्राइंडर, ब्रिकलेअर, छिद्रकांसह काम करताना हे विशेषतः सामान्य आहे ...
वेल्डिंग दरम्यान झालेल्या अपयशाचे पुढील कारण म्हणजे इलेक्ट्रॉनिक सर्किटवर अननुभवी वेल्डरद्वारे मानक नसलेले भार तयार करणे.उदाहरणार्थ, जर तुम्ही कमी-पॉवर वेल्डिंग इन्व्हर्टरसह टँक टॉवर किंवा रेल्वे रेल्वेचे पुढचे चिलखत कापण्याचा प्रयत्न केला तर, अशा कार्याचा परिणाम स्पष्टपणे अंदाज करता येण्यासारखा आहे: IGBT किंवा MOSFET इलेक्ट्रॉनिक घटक जळणे.
कंट्रोल सर्किटच्या आत, थर्मल रिले कार्य करते, जे हळूहळू वाढत्या थर्मल भारांपासून संरक्षण करते, परंतु वेल्डिंग करंट्समध्ये अशा वेगवान उडींवर प्रतिक्रिया देण्याची वेळ नसते.
प्रत्येक वेल्डिंग इन्व्हर्टर हे «PV» पॅरामीटर द्वारे दर्शविले जाते - स्टॉप पॉजच्या कालावधीच्या तुलनेत स्विच चालू करण्याचा कालावधी, जो तांत्रिक पासपोर्टमध्ये दर्शविला जातो. या वनस्पती शिफारशींचे पालन करण्यात अयशस्वी झाल्यास अपरिहार्य क्रॅश होतात.
जेव्हा शरीराला बाह्य यांत्रिक धक्के किंवा चालत्या कारच्या फ्रेमच्या कंपनांच्या संपर्कात येते तेव्हा डिव्हाइसचे निष्काळजी उपचार त्याच्या खराब वाहतूक किंवा वाहतुकीमध्ये व्यक्त केले जाऊ शकते.
कर्मचार्यांमध्ये, खराबीच्या स्पष्ट लक्षणांसह इन्व्हर्टरच्या ऑपरेशनची प्रकरणे आहेत ज्यांना त्वरित काढण्याची आवश्यकता आहे, उदाहरणार्थ, घरांच्या सॉकेटमध्ये वेल्डिंग केबल्सचे निराकरण करणारे संपर्क सैल करणे. आणि महागडी उपकरणे अकुशल आणि कमी प्रशिक्षित कर्मचार्यांकडे सोपवल्याने देखील सहसा अपघात होतात.
घरी, पुरवठा व्होल्टेज थेंब बहुतेकदा उद्भवतात, विशेषत: गॅरेज सहकारी संस्थांमध्ये, आणि वेल्डर याकडे लक्ष देत नाही आणि त्याचे काम जलद करण्याचा प्रयत्न करतो, इन्व्हर्टरमधून सक्षम आणि अक्षम असलेल्या सर्व गोष्टी "पिळून" टाकतो ...
हिवाळ्यातील महागड्या इलेक्ट्रॉनिक उपकरणांची साठवणूक खराब तापलेल्या गॅरेजमध्ये किंवा अगदी शेडमध्ये केल्याने बोर्डांवर हवेतून कंडेन्सेट जमा होते, संपर्कांचे ऑक्सिडेशन, ट्रॅकचे नुकसान आणि इतर अंतर्गत नुकसान होते.त्याचप्रमाणे, ही उपकरणे -15 अंशांपेक्षा कमी तापमानात किंवा वातावरणातील पर्जन्यमानात काम करतात.
वेल्डिंगच्या कामासाठी इन्व्हर्टर शेजारी हस्तांतरित करणे नेहमीच अनुकूल परिणामासह समाप्त होत नाही.
तथापि, कार्यशाळांची सामान्य आकडेवारी दर्शविते की खाजगी मालकांसाठी, वेल्डिंग उपकरणे अधिक काळ आणि चांगले कार्य करतात.
डिझाइन त्रुटी
जुन्या आवृत्त्यांमधील वेल्डिंग इनव्हर्टर विश्वासार्हतेमध्ये कमी आहेत वेल्डिंग ट्रान्सफॉर्मर… आणि त्यांच्या आधुनिक डिझाइनमध्ये, विशेषत: IGBT मॉड्युल्सचे, आधीपासून तुलना करण्यायोग्य पॅरामीटर्स आहेत.
वेल्डिंग प्रक्रियेदरम्यान, घराच्या आत मोठ्या प्रमाणात उष्णता निर्माण होते. अगदी मिड-रेंज मॉडेल्समधील सर्किट बोर्ड आणि इलेक्ट्रॉनिक घटक काढण्यासाठी आणि थंड करण्यासाठी वापरली जाणारी प्रणाली फारशी कार्यक्षम नाही. म्हणून, ऑपरेशन दरम्यान, अंतर्गत भाग आणि उपकरणांचे तापमान कमी करण्यासाठी व्यत्ययांचे निरीक्षण करणे आवश्यक आहे.
सर्व इलेक्ट्रॉनिक सर्किट्सप्रमाणे, इन्व्हर्टर उपकरणे उच्च आर्द्रता आणि संक्षेपण सह त्यांची कार्यक्षमता गमावतात.
डिझाइनमध्ये आवाज-रिमूव्हल फिल्टर्सचा समावेश असूनही, पॉवर सर्किटमध्ये लक्षणीय उच्च-वारंवारता हस्तक्षेप होतो. तांत्रिक उपाय जे ही समस्या दूर करतात ते डिव्हाइसला लक्षणीयरीत्या गुंतागुंत करतात, ज्यामुळे सर्व उपकरणांच्या किंमतीत तीव्र वाढ होते.