इलेक्ट्रिकल उत्पादने आणि उपकरणांची विश्वसनीयता
 इलेक्ट्रिकल उत्पादनाची गुणवत्ता निर्धारित करणार्या गुणधर्मांपैकी, विश्वासार्हतेने एक विशेष स्थान व्यापलेले असते - उत्पादनाची कार्ये करण्याची क्षमता, गुणवत्ता निर्देशकांची मूल्ये कालांतराने किंवा पूर्वनिर्धारित मर्यादेत अपरिवर्तित ठेवतात.
इलेक्ट्रिकल उत्पादनाची गुणवत्ता निर्धारित करणार्या गुणधर्मांपैकी, विश्वासार्हतेने एक विशेष स्थान व्यापलेले असते - उत्पादनाची कार्ये करण्याची क्षमता, गुणवत्ता निर्देशकांची मूल्ये कालांतराने किंवा पूर्वनिर्धारित मर्यादेत अपरिवर्तित ठेवतात.
इलेक्ट्रिकल उत्पादन - विद्युत उर्जेचे उत्पादन किंवा रूपांतरण, प्रसारण, वितरण किंवा वापरासाठी हेतू असलेले उत्पादन (GOST 18311-80).
कोणतेही विद्युत उत्पादन किंवा उपकरण खालीलपैकी एका स्थितीत असू शकते:
-
सरळ
-
सदोष,
-
कार्यरत
-
काम न करणे
-
मर्यादित करणे.
चांगले कार्य क्रमाने असलेले उत्पादन देखील कार्यरत आहे, परंतु कार्यरत उत्पादन हे चांगले उत्पादन असेलच असे नाही. उदाहरणार्थ, जनरेटर हाऊसिंगचे नुकसान (डेंट्स, स्क्रॅच, पेंट केलेल्या पृष्ठभागावरील दोष, इ.) जनरेटर अक्षम करते, परंतु त्याच वेळी ते कार्य करत नाही.
नियमानुसार, उत्पादनाची कार्यरत स्थिती दस्तऐवजीकरणामध्ये निर्दिष्ट केलेल्या पॅरामीटर्सच्या सूचीद्वारे आणि त्यांच्या बदलासाठी परवानगी असलेल्या मर्यादांद्वारे निर्धारित केली जाते. उत्पादकता कमी होणे याला नकार म्हणतात.
अयशस्वी होण्याची कारणे बाह्य प्रभाव आणि उत्पादनातील दोषांची अनुज्ञेय पातळी ओलांडणे ही दोन्ही असू शकतात... लक्षात ठेवा की सर्व दोषांमुळे अपयश येत नाही. उत्पादनाच्या अपयशाचे मूल्यांकन आवाजाचे स्वरूप, जळलेल्या इन्सुलेशनचा वास आणि गर्भधारणा, अतिउष्णता, नियंत्रण उपकरणे आणि उपकरणांच्या वाचनात बदल इत्यादीद्वारे केले जाते.
त्यांच्या स्वभावानुसार, सर्व दोष आणि नुकसान हे असू शकतात:
-
विद्युत
-
यांत्रिक
इलेक्ट्रिकलमध्ये तुटलेले संपर्क, शॉर्ट सर्किट, ओपन सर्किट, कनेक्शन त्रुटी इ.
यांत्रिक दोष म्हणजे घटकांच्या असेंब्ली, सर्वो मोटर्सपासून कंट्रोल्सपर्यंत ट्रान्समिशन सिस्टम, अॅक्ट्युएटर, रिलेचे हलणारे भाग आणि कॉन्टॅक्टर्स इ.
नियम, पद्धती आणि नियंत्रणाच्या साधनांबद्दल, दोषांमध्ये विभागले गेले आहेत:
-
स्पष्टपणे, ज्याच्या शोधासाठी दस्तऐवजीकरण नियम, पद्धती किंवा नियंत्रणे प्रदान करते,
-
लपलेले ज्यासाठी त्यांचा हेतू नाही.
उदाहरणार्थ, जर एखाद्या भागाची गुणवत्ता केवळ त्याच्या भौमितिक परिमाणांचे मोजमाप करून नियंत्रित केली गेली, तर या परिमाणांचे सहिष्णुतेपासून विचलन हा एक स्पष्ट दोष असेल. त्याच वेळी, वर्कपीसच्या आत क्रॅक आणि व्हॉईड्स असू शकतात जे वर्कपीसचे परिमाण मोजताना शोधले जाऊ शकत नाहीत. नियंत्रण पद्धतीचा अवलंब केल्याने हे दोष लपवले जातील. लपलेले दोष शोधण्यासाठी, इतर नियम, पद्धती आणि नियंत्रण साधने वापरली जातात, जी या उत्पादनाच्या दस्तऐवजीकरणात प्रदान केलेली नाहीत, विशेषतः, एक्स-रे तपासणीद्वारे व्हॉईड्स आणि क्रॅक शोधले जाऊ शकतात.
खराबी विविध कारणांमुळे होऊ शकते, परंतु जर ते इतर घटकांच्या खराबीशी संबंधित नसतील तर त्यांना स्वतंत्र म्हणतात.दुसर्या बिघाडामुळे येणारे अपयश हे अवलंबून मानले जाते (उदाहरणार्थ, ट्रान्झिस्टरचा बेस सर्किटशी डिस्कनेक्ट झाल्यानंतर त्याचे अपयश).
सहसा, विश्वासार्हता अपयशाच्या अनुपस्थितीशी संबंधित असते, म्हणजेच त्याच्या विश्वासार्हतेशी.
सर्वसाधारणपणे, विश्वासार्हतेमध्ये, विश्वासार्हतेव्यतिरिक्त, टिकाऊपणा, देखभाल, जतन यांसारख्या गुणधर्मांचा समावेश होतो... याला सहसा विश्वासार्हता विश्वासार्हता निर्देशकांमध्ये समाविष्ट असलेल्या गुणधर्मांचे परिमाणवाचक मूल्यांकन असे म्हणतात... विश्वसनीयता निर्देशक आणि इतर निर्देशकांमधील मुख्य फरक आहे की, परिमाण काहीही असो, ते सर्व यादृच्छिक चलांची नॉन-रँडम वैशिष्ट्ये आहेत.
चला विश्वसनीयता म्हणून अशा मालमत्तेची सामग्री स्पष्ट करूया, "अयशस्वी ऑपरेशनची संभाव्यता" या निर्देशकाद्वारे व्यक्त केली जाते. समजा वेळी t = 0, n सारखी उत्पादने एकाच वेळी कामात गुंतलेली आहेत. वेळेच्या अंतरानंतर Δt = t, सर्व्ह करण्यासाठी m उत्पादने असतील. नंतर t — P (t) वेळी अयशस्वी-मुक्त ऑपरेशनची संभाव्यता m चे गुणोत्तर म्हणून परिभाषित केली जाऊ शकते — t वेळी कार्य करणार्या उत्पादनांची संख्या ते उत्पादनांची एकूण संख्या n, म्हणजे.

n उत्पादनांच्या एकाचवेळी ऑपरेशनमध्ये, जेव्हा प्रथम उत्पादन अयशस्वी होते तेव्हा असा टाईम पॉइंट t1 येतो. t2 वेळी, दुसरे उत्पादन अयशस्वी होते. पुरेशा प्रदीर्घ ऑपरेशनसह, वेळेत एक बिंदू येईल जेव्हा n उत्पादनांपैकी शेवटचे अयशस्वी होईल. tn> … t2> t1 पासून, एका उत्पादनाच्या ऑपरेशनच्या वेळेवरून दुसर्या उत्पादनाची ऑपरेशन वेळ अनन्यपणे निर्धारित करणे अशक्य आहे. म्हणून, कामाचा कालावधी सरासरी मूल्य म्हणून निर्धारित केला जातो

आलेखावरून (चित्र 1), हे पाहिले जाऊ शकते की अपयश-मुक्त ऑपरेशनची संभाव्यता कालांतराने बदलते.वेळेच्या सुरुवातीच्या क्षणी, अपयश-मुक्त ऑपरेशनची संभाव्यता P (t) = 1, आणि अपयश-मुक्त ऑपरेशन tcp च्या सरासरी वेळेत, P (t) चे मूल्य 1 ते 0.37 पर्यंत कमी होते.
5 tcp दरम्यान, जवळजवळ सर्व n उत्पादने अयशस्वी होतील आणि P(t) व्यावहारिकदृष्ट्या शून्य असेल.
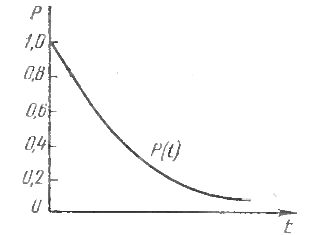
आकृती 1. वेळेवर उत्पादनाच्या अपयश-मुक्त ऑपरेशनच्या संभाव्यतेचे अवलंबन
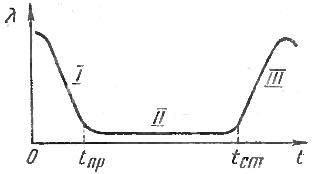
तांदूळ. 2. वेळेवर उत्पादनांच्या अयशस्वी दराचे अवलंबन
उत्पादनाचे नुकसान त्याच्या ऑपरेशनच्या वेळेवर अवलंबून असते. वेळेच्या प्रत्येक युनिटमध्ये उत्पादनाच्या अपयशाची संभाव्यता, जर बिघाड अद्याप झाला नसेल तर, अपयश दराने दर्शविले जाते आणि λ (t) द्वारे दर्शविले जाते. या निर्देशकाला लॅम्बडा वैशिष्ट्य म्हणतात. कालांतराने λ बदलाचे तीन मुख्य कालखंड वेगळे केले जाऊ शकतात (चित्र 2): I- रन-आउट कालावधी 0 ते tpr, II- सामान्य ऑपरेशनचा कालावधी tpr ते tst, III — वृद्धत्वाचा कालावधी tst ते ∞ …
कालावधी I मध्ये, नुकसानाची डिग्री वाढते, जे लपलेले दोष असलेल्या घटकांच्या उत्पादनातील उपस्थिती, उत्पादन उत्पादनाच्या तांत्रिक प्रक्रियेचे उल्लंघन इत्यादीद्वारे स्पष्ट केले जाते. कालावधी II हा λ (t) च्या सापेक्ष स्थिरतेद्वारे ओळखला जातो, जो घटकांच्या वृद्धत्वाच्या अनुपस्थितीद्वारे स्पष्ट केला जातो. कालावधी II च्या समाप्तीनंतर, वृद्धत्व आणि पोशाख यामुळे अयशस्वी झालेल्या घटकांच्या संख्येत वाढ झाल्यामुळे λ (t) झपाट्याने वाढते. दुरुस्तीच्या खर्चात तीव्र वाढ झाल्यामुळे III कालावधीत उत्पादनाचे ऑपरेशन आर्थिकदृष्ट्या अव्यवहार्य होते. म्हणून, tst पूर्वीचा कालावधी विल्हेवाट करण्यापूर्वी उत्पादनाचे सरासरी सेवा आयुष्य निर्धारित करते.
अयशस्वी दर λ (t) आणि उत्पादनाच्या अपयशी ऑपरेशनची संभाव्यता P (t) गुणोत्तराने एकमेकांशी संबंधित आहेत
या अभिव्यक्तीला विश्वासार्हतेचा घातांक नियम म्हणतात.
उत्पादनाच्या तांत्रिक दस्तऐवजीकरणामध्ये रेकॉर्ड केलेल्या विश्वासार्हता निर्देशकांचे मूल्य विशेष विश्वसनीयता चाचण्यांद्वारे पुष्टी करणे आवश्यक आहे, विशेष उपकरणांच्या यादृच्छिक अपयशाच्या प्रक्रियेचे मॉडेलिंग करून, संगणकाच्या मदतीने किंवा गणनाद्वारे. हे नोंद घ्यावे की विश्वासार्हतेची पुष्टी करण्यासाठी इतर पद्धती वापरल्या जातील की नाही याची पर्वा न करता उत्पादनाच्या डिझाइनमध्ये गणना पद्धत जवळजवळ नेहमीच वापरली जाते.
उत्पादनाच्या विश्वासार्हतेची गणना करताना, उत्पादनामध्ये समाविष्ट असलेल्या घटकांच्या विश्वासार्हतेचे सारणी निर्देशक वापरले जातात किंवा डिझाइन केलेल्या उत्पादनांसारख्या उत्पादनांसाठी वरीलपैकी कोणत्याही पद्धतीद्वारे प्राप्त केलेला डेटा वापरला जातो.
ज्ञात विश्वासार्हता गणना पद्धतींपैकी, सर्वात सोपी गुणांक पद्धत आहे, ज्यासाठी नुकसान दर λ(t) कालांतराने स्थिर असतो. आवश्यक असल्यास, उत्पादनाच्या विश्वासार्हतेवर ऑपरेटिंग मोड आणि ऑपरेटिंग परिस्थितीचा प्रभाव k1, k2,... kn या सुधारणा घटकांद्वारे विचारात घेतला जातो.
वास्तविक ऑपरेटिंग परिस्थितीत दिलेल्या घटकाच्या अपयशाची डिग्री λi सूत्राद्वारे मोजली जाते

जेथे λоi हे सामान्य परिस्थितीत कार्यरत असलेल्या घटकाच्या नुकसानीच्या प्रमाणाचे सारणी मूल्य आहे, k1 ... kn हे विविध प्रभावकारी घटकांवर अवलंबून सुधार गुणांक आहेत.
वेगवेगळ्या ऑपरेटिंग परिस्थितीत यांत्रिक घटकांच्या प्रभावावर अवलंबून k1 गुणांकाची मूल्ये खाली दिली आहेत:
ऑपरेटिंग परिस्थिती सुधार घटक प्रयोगशाळा 1.0 अधीर 1.07 जहाज 1.37 ऑटोमोटिव्ह 1.46 रेल्वेमार्ग 1.54 विमान 1.65
गुणांक k2, पर्यावरणाच्या हवामान घटकांवर अवलंबून, खालील मूल्ये असू शकतात:
तापमान आर्द्रता सुधारणा घटक +30.0±10.0 65±5 1.0 +22.5±2.5 94±4 2.0 +35.0±5.0 94±4 2.5
इतर घटकांसाठी सुधारणा घटक विश्वसनीयता नियमावलीमध्ये आढळू शकतात.
तांत्रिक दस्तऐवजीकरणामध्ये निर्दिष्ट केलेल्या विश्वासार्हता निर्देशकांची पुष्टी करण्यासाठी विशेष विश्वासार्हता चाचण्या ही मुख्य पद्धत आहे. अशा चाचण्या वेळोवेळी उत्पादनासाठी तांत्रिक वैशिष्ट्ये (TU) द्वारे स्थापित केलेल्या कालावधीत केल्या जातात, तसेच उत्पादनाच्या उत्पादनाच्या तंत्रज्ञानातील बदल किंवा घटक आणि सामग्रीमध्ये बदल झाल्यास, जर हे बदल विश्वासार्हतेवर परिणाम करू शकतील. उत्पादनाचे. तांत्रिक वैशिष्ट्यांमध्ये ईएसकेडी मानकांद्वारे प्रदान केलेल्या विभागांव्यतिरिक्त, एक चाचणी योजना असलेला विश्वासार्हता चाचणी कार्यक्रम असतो.
चाचणी योजना - चाचणी करावयाच्या उत्पादनांची संख्या, चाचणी प्रक्रिया आणि त्यांच्या समाप्तीसाठी अटी निर्धारित करणारे नियम.
सर्वात सोपी चाचणी योजना म्हणजे जेव्हा n समान उत्पादनांची एकाच वेळी चाचणी केली जाते, अयशस्वी उत्पादने बदलली जात नाहीत किंवा दुरुस्त केली जात नाहीत, चाचणी एकतर पूर्वनिर्धारित चाचणी वेळ संपल्यानंतर किंवा उर्वरित ऑपरेशनल उत्पादनांपैकी प्रत्येक पूर्वनिर्धारित वेळेसाठी ऑपरेट झाल्यानंतर थांबविली जाते.
उत्पादनाची विश्वासार्हता निर्देशक त्याच्या ऑपरेशन दरम्यान उत्पादनाच्या कामगिरीबद्दल माहिती गोळा आणि प्रक्रिया करण्याच्या परिणामी देखील निर्धारित केले जाऊ शकतात.वेगवेगळ्या उद्योगांमध्ये वैध असलेल्या दस्तऐवजांचे स्वरूप आपापसात भिन्न असतात, परंतु याची पर्वा न करता, त्यांनी खालील माहिती प्रतिबिंबित केली पाहिजे:
-
उत्पादनाचा एकूण कालावधी,
-
वापरण्याच्या अटी,
-
अपयश दरम्यान उत्पादन ऑपरेशन कालावधी,
-
नुकसानांची संख्या आणि वैशिष्ट्ये,
-
विशिष्ट नुकसान दूर करण्यासाठी दुरुस्तीचा कालावधी,
-
वापरलेल्या सुटे भागांचे प्रकार आणि प्रमाण इ.
ऑपरेशनल डेटावर आधारित उत्पादनाच्या विश्वासार्हतेचे विश्वसनीय संकेतक प्राप्त करण्यासाठी, अपयश आणि दोषांची माहिती कालांतराने सतत असणे आवश्यक आहे.