डीसी मोटर्स सेट करणे
 डायरेक्ट करंट इलेक्ट्रिक मोटर्सचे नियमन खालील स्कोपमध्ये केले जाते: बाह्य तपासणी, विंडिंग्सच्या डायरेक्ट करंटच्या प्रतिकारांचे मोजमाप, घरांना आणि त्यांच्या दरम्यानच्या विंडिंग्सच्या इन्सुलेशन प्रतिरोधांचे मोजमाप, इंटरटर्न इन्सुलेशनची चाचणी आर्मेचर विंडिंग, ट्रायल रन.
डायरेक्ट करंट इलेक्ट्रिक मोटर्सचे नियमन खालील स्कोपमध्ये केले जाते: बाह्य तपासणी, विंडिंग्सच्या डायरेक्ट करंटच्या प्रतिकारांचे मोजमाप, घरांना आणि त्यांच्या दरम्यानच्या विंडिंग्सच्या इन्सुलेशन प्रतिरोधांचे मोजमाप, इंटरटर्न इन्सुलेशनची चाचणी आर्मेचर विंडिंग, ट्रायल रन.
डीसी मोटरची बाह्य तपासणी तसेच इंडक्शन मोटरची तपासणी शील्डने सुरू होते. डीसी मोटरच्या नेमप्लेटवर खालील डेटा सूचित करणे आवश्यक आहे:
- निर्मात्याचे नाव किंवा ट्रेडमार्क,
- कार प्रकार,
- मशीनचा अनुक्रमांक,
- नाममात्र डेटा (पॉवर, व्होल्टेज, वर्तमान, वेग),
- मशीनला उत्तेजित करण्याचा मार्ग,
- जारी करण्याचे वर्ष,
- मशीनचे वजन आणि GOST.
वळण टर्मिनल कायम इंजिन एकमेकांपासून आणि शरीरापासून विश्वासार्हपणे वेगळे करणे आवश्यक आहे, त्यांच्या आणि शरीरातील अंतर किमान 12-15 मिमी असणे आवश्यक आहे. बाह्य परीक्षेदरम्यान विशेष लक्ष दिले जाते कलेक्टर आणि ब्रशेसची यंत्रणा (ब्रश, ट्रॅव्हर्स आणि ब्रश धारक), कारण त्यांची स्थिती मशीनच्या कम्युटेशनवर आणि म्हणूनच, त्याच्या ऑपरेशनच्या स्थिरतेवर लक्षणीय परिणाम करते.
कलेक्टरची तपासणी करताना, त्यांना खात्री पटली की कार्यरत पृष्ठभागावर मिलिंग कटर, छिद्र, वार्निश आणि पेंटचे स्पॉट्स तसेच ब्रश यंत्रणेच्या असमाधानकारक ऑपरेशनमुळे कार्बन डिपॉझिटचे कोणतेही ट्रेस नाहीत. कलेक्टर प्लेट्समधील इन्सुलेशन 1-2 मिमीच्या खोलीपर्यंत निवडले पाहिजे, प्लेट्सच्या कडा 0.5-1 मिमी (इंजिन पॉवरवर अवलंबून) च्या रुंदीने चामफर केल्या पाहिजेत. प्लेट्समधील अंतर पूर्णपणे स्वच्छ असणे आवश्यक आहे - त्यामध्ये धातूचे मुंडण किंवा लाकूड शेव्हिंग्ज, ग्रेफाइट ब्रशेसची धूळ, तेल, वार्निश इत्यादी नसावेत.
डीसी मोटरचे ऑपरेशन आणि विशेषत: त्याची ब्रश यंत्रणा, कलेक्टर लीकेज आणि त्याच्या कंपनांमुळे प्रभावित होते. कलेक्टरची परिधीय गती जितकी जास्त असेल तितकी स्वीकार्य गळती कमी होईल. हाय-स्पीड मोटर्ससाठी, जास्तीत जास्त स्वीकार्य गळती मूल्य 0.02-0.025 मिमी पेक्षा जास्त नसावे. डायल इंडिकेटरसह कंपन मोठेपणाचे परिमाण मोजले जाते.
मापन दरम्यान, निर्देशकाची टीप पृष्ठभागाच्या विरूद्ध दाबली जाते ज्या दिशेने कंपन मोजले जाईल. कलेक्टरच्या पृष्ठभागावर व्यत्यय येत असल्याने (कलेक्टर प्लेट्स आणि रिसेसेस वैकल्पिक), एक चांगला तीक्ष्ण ब्रश वापरला जातो, ज्यावर निर्देशकाची टीप विश्रांती घेतली पाहिजे. इंडिकेटर हाऊसिंग कंपन-मुक्त बेसवर सुरक्षित करणे आवश्यक आहे.
मोजताना, निर्देशकाचा पॉइंटर एका विशिष्ट कोनात मोजलेल्या कंपनाच्या वारंवारतेसह ओस्किलेट होतो, ज्याचे मूल्य मिलिमीटरच्या शंभरव्या भागामध्ये निर्देशकाच्या स्केलवर अनुमानित केले जाते. तथापि, हे उपकरण 750 rpm पर्यंत स्पीडने कंपन मोजू शकते.750 rpm पेक्षा जास्त रोटेशन गती असलेल्या इंजिनसाठी, विशेष उपकरणे वापरणे आवश्यक आहे - व्हायब्रोमीटर किंवा व्हायब्रोग्राफ, जे मशीनच्या विशिष्ट घटकांचे कंपन मोजू शकतात किंवा रेकॉर्ड करू शकतात.
गळती देखील निर्देशकाने मोजली जाते. मॅनिफोल्ड लीकेज थंड आणि गरम इंजिन स्थितीत मोजले जाते. मोजताना, सूचक बाणाच्या वर्तनाकडे लक्ष द्या. बाणाची गुळगुळीत हालचाल पृष्ठभागाची पुरेशी बेलनाकारता दर्शवते आणि बाण फिरणे पृष्ठभागाच्या बेलनाकारतेचे स्थानिक उल्लंघन दर्शवते, जे मोटरच्या ब्रश यंत्रणेसाठी विशेषतः धोकादायक आहे. धक्क्यांचे मोजमाप सशर्त आहे, कारण काम अनुभव दर्शवितो की अशा मोटर्स आहेत, ज्यावर कमी रोटेशनल वेगात शॉक व्हॅल्यू मोठी आहेत आणि नाममात्र वेगाने समाधानकारकपणे कार्य करतात. म्हणून, लोड अंतर्गत इंजिनचे ऑपरेशन तपासल्यानंतरच कलेक्टरच्या कामाच्या गुणवत्तेबद्दल अंतिम निष्कर्ष दिला जाऊ शकतो.
डीसी मोटरचा यांत्रिक भाग तपासताना, आपण विंडिंग्ज, बेअरिंग असेंब्ली, अंतराची समानता (मोटर डिस्सेम्बल केल्यावर) रेशन आणि कनेक्शनच्या स्थितीकडे लक्ष दिले पाहिजे. आर्मेचर आणि मोटरच्या मुख्य पोलमधील विरुद्ध बिंदूंवर मोजलेला फरक 3 मिमी पेक्षा कमी अंतरासाठी सरासरी मूल्यापेक्षा 10% पेक्षा जास्त आणि 3 मिमी पेक्षा जास्त अंतरासाठी 5% पेक्षा जास्त नसावा.
झटके आणि कंपने तपासल्यानंतर, ते मोटरच्या ब्रश यंत्रणा समायोजित करण्यास सुरवात करतात. क्लिपमधील ब्रश मोकळेपणाने हलले पाहिजे परंतु डगमगू नयेत.रोटेशनच्या दिशेने ब्रश आणि धारक यांच्यातील सामान्य अंतर 0.1-0.4 मिमी पेक्षा जास्त नसावे, रेखांशाच्या दिशेने 0.2-0.5 मिमी.
कलेक्टरवरील ब्रशेसचा सामान्य विशिष्ट दाब, ब्रश सामग्रीच्या ग्रेडवर अवलंबून, ग्रेफाइट ब्रशेससाठी किमान 150-180 g/cm2, तांबे-ग्रेफाइटसाठी 220-250 g/cm2 असावा. असमान वर्तमान वितरण टाळण्यासाठी, वैयक्तिक ब्रशेसचा दाब सरासरीपेक्षा 10% पेक्षा जास्त नसावा. विशिष्ट दाब खालीलप्रमाणे निर्धारित केला जातो. कलेक्टर आणि ब्रशच्या दरम्यान पातळ कागदाची एक शीट ठेवली जाते, ब्रशला डायनामोमीटर जोडलेले असते आणि नंतर, डायनामोमीटरने ब्रश खेचून, त्यांना अशी स्थिती मिळते जिथे कागदाची शीट मुक्तपणे खेचणे शक्य होईल. या टप्प्यावर डायनो वाचन मॅनिफोल्डवरील ब्रशच्या दाबाशी संबंधित आहे. ब्रश बेस एरियाद्वारे डायनामोमीटर रीडिंग विभाजित करून विशिष्ट दाब निर्धारित केला जातो.
मशीनच्या योग्य ऑपरेशनसाठी ब्रशेसची योग्य स्थापना हा सर्वात महत्वाचा घटक आहे. ब्रश धारक अशा प्रकारे स्थापित केले जातात की ब्रश कलेक्टर प्लेट्सच्या काटेकोरपणे समांतर असतात आणि त्यांच्या कडांमधील अंतर 2% पेक्षा जास्त त्रुटी नसलेल्या मशीनच्या खांबाच्या विभक्ततेइतके असते.
अनेक स्लीपर असलेल्या मोटर्समध्ये, ब्रश धारक अशा प्रकारे ठेवलेले असतात की ब्रश शक्य तितक्या कलेक्टरची लांबी (तथाकथित स्टॅक केलेली व्यवस्था) कव्हर करतात. यामुळे कलेक्टरच्या संपूर्ण लांबीसह कम्युटेशनमध्ये भाग घेणे शक्य होईल, जे त्याच्या अधिक एकसमान पोशाखमध्ये योगदान देते.तथापि, ब्रशेसच्या अशा व्यवस्थेसह, हे सुनिश्चित करणे आवश्यक आहे की ब्रशेस ऑपरेशन दरम्यान (शाफ्टचा स्ट्रोक लक्षात घेऊन) कलेक्टरच्या काठाच्या पलीकडे बाहेर पडत नाहीत. इंजिन सुरू करण्यापूर्वी, कलेक्टर (चित्र 1) विरुद्ध मध्यम-ग्रिट ग्लास (परंतु कार्बोरंडम नाही) कागदाने ब्रश काळजीपूर्वक घासले जातात. कार्बोरंडम कागदाचे दाणे ब्रशच्या शरीरात प्रवेश करू शकतात आणि नंतर ऑपरेशन दरम्यान कलेक्टर स्क्रॅच करू शकतात, ज्यामुळे मशीनच्या स्विचिंगची स्थिती बिघडू शकते.
विंडिंग्सच्या समावेशाची शुद्धता तपासण्यासाठी पुढे जाण्यापूर्वी, विशिष्ट प्रकारच्या मशीनच्या टर्मिनल्सच्या चिन्हांकनाचा अभ्यास करा. डीसी मोटर्समध्ये, विंडिंग्स त्यांच्या नावाच्या पहिल्या कॅपिटल अक्षरांसह GOST 183-66 नुसार नियुक्त केले जातात, त्यानंतर विंडिंगच्या सुरूवातीस 1 क्रमांक आणि त्याच्या समाप्तीसाठी 2 असतो. जर मोटारमध्ये त्याच नावाचे इतर विंडिंग असतील तर त्यांची सुरुवात आणि शेवट 3-4, 5-6 इत्यादी अंकांनी चिन्हांकित केले जातात. टर्मिनल खुणा अंजीर मध्ये दर्शविलेल्या उत्तेजना सर्किट्स आणि मोटर रोटेशन दिशानिर्देशांशी संबंधित असू शकतात. 2.
ध्रुवीय विंडिंग्सच्या समावेशाची शुद्धता त्यांच्या ध्रुवीयतेचे बदल स्पष्ट करण्यासाठी तपासली जाते. प्रत्येक मशीनसाठी सहायक आणि प्राथमिक ध्रुवांचे ध्रुवीय आवर्तन यंत्राच्या फिरण्याच्या दिलेल्या दिशेसाठी काटेकोरपणे परिभाषित केले पाहिजे. मोटर मोडमध्ये कार्यरत असलेल्या मशीनच्या रोटेशनच्या दिशेने ध्रुवावरून ध्रुवाकडे जाताना, प्रत्येक मुख्य ध्रुवानंतर समान ध्रुवीयतेचा अतिरिक्त ध्रुव असतो, उदाहरणार्थ N — n, S — s. ध्रुवांची ध्रुवीयता अनेक मार्गांनी निर्धारित केली जाऊ शकते: दृश्य तपासणीद्वारे, चुंबकीय सुई वापरुन आणि विशेष कॉइल वापरुन.
पहिली पद्धत अशा प्रकरणांमध्ये वापरली जाते जिथे कॉइलची वळण दिशा दृष्यदृष्ट्या शोधली जाऊ शकते.

तांदूळ. 1. कलेक्टरला ब्रशेस घासणे:. a — चुकीचे; तेजस्वी
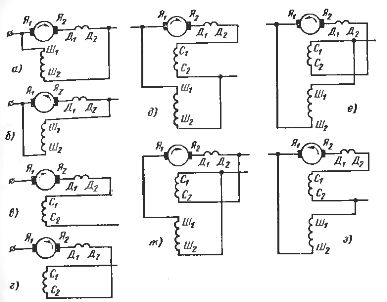
तांदूळ. 2. वेगवेगळ्या उत्तेजना योजना आणि रोटेशनच्या दिशानिर्देशांसाठी डीसी मोटर्सच्या वळण टर्मिनलचे पदनाम
वळणाची दिशा जाणून घेणे आणि "जिम्बल" नियम वापरून, ध्रुवांची ध्रुवता निश्चित करा. ही पद्धत मालिका फील्ड विंडिंगमधून विंडिंगसाठी सोयीस्कर आहे, वळणांच्या महत्त्वपूर्ण क्रॉस-सेक्शनमुळे वळणाची दिशा निश्चित करणे खूप सोपे आहे.
दुसरी पद्धत प्रामुख्याने समांतर उत्तेजित विंडिंगसह कॉइलसाठी वापरली जाते. या पद्धतीचे सार खालीलप्रमाणे आहे. मोटरच्या वळणावर एक करंट लागू केला जातो, चुंबकीय सुई धाग्यावर निलंबित केली जाते, ज्याच्या टोकांची ध्रुवीयता चिन्हांकित केली जाते आणि प्रत्येक खांबावर वैकल्पिकरित्या लागू केली जाते. ध्रुवाच्या ध्रुवीयतेवर अवलंबून, बाण त्याच्या विरुद्ध ध्रुवीयतेच्या शेवटी तोंड देईल.
ही पद्धत वापरताना, हे लक्षात ठेवले पाहिजे की बाणामध्ये पुन्हा जादू करण्याची क्षमता आहे, म्हणून प्रयोग शक्य तितक्या लवकर केला पाहिजे. मालिका कॉइलची ध्रुवता निश्चित करण्यासाठी चुंबकीय सुई पद्धत क्वचितच वापरली जाते कारण पुरेसे मजबूत फील्ड तयार करण्यासाठी कॉइलमधून महत्त्वपूर्ण प्रवाह जाणे आवश्यक आहे.
कॉइलची ध्रुवीयता निर्धारित करण्याची तिसरी पद्धत कोणत्याही कॉइलला लागू होते, तिला चाचणी कॉइल पद्धत म्हणतात. गुंडाळी कोणत्याही आकाराची असू शकते - टोरॉइडल, आयताकृती, दंडगोलाकार. पुठ्ठा, सेल्युलॉइड इत्यादींच्या चौकटीवर पातळ इन्सुलेटेड कॉपर वायरच्या शक्य तितक्या वळणाने गुंडाळीवर जखम केली जाते. मिलिव्होल्टमीटर.
जर प्रत्येक दोन समीप ध्रुवांखाली यंत्राचे बाण वेगवेगळ्या दिशेने विचलित झाले तर कॉइलचे कनेक्शन योग्य मानले जाते, जर चाचणी कॉइल एकाच बाजूच्या खांबांना तोंड देत असेल. आर्मेचर विंडिंगशी संबंधित अतिरिक्त खांबांच्या वळणाचे योग्य कनेक्शन तपासणे अंजीरमध्ये दर्शविलेल्या योजनेनुसार केले जाते. 4.
स्विच K बंद केल्यावर, मिलिव्होल्टमीटर सुई विचलित होईल. योग्यरित्या चालू केल्यावर, सहाय्यक ध्रुव वळणाची चुंबकीय शक्ती आर्मेचर वळणाच्या चुंबकीय शक्तीच्या विरुद्ध निर्देशित केली जाते, म्हणून आर्मेचर वळण आणि सहायक ध्रुव वळण विरुद्ध दिशेने चालू करणे आवश्यक आहे, म्हणजे, वजा (किंवा अधिक) आर्मेचर अतिरिक्त ध्रुवांच्या वळणाच्या वजा (किंवा प्लस) शी जोडलेले असणे आवश्यक आहे.
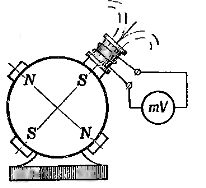
तांदूळ. 3. चाचणी कॉइल वापरून डीसी मोटर्सच्या पोलची ध्रुवीयता निश्चित करणे
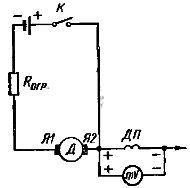
तांदूळ. 4. आर्मेचर विंडिंगच्या सापेक्ष अतिरिक्त खांबांच्या वळणाच्या समावेशाची शुद्धता तपासण्याची योजना
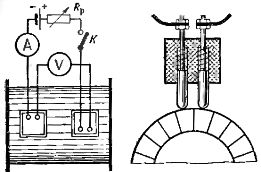
अतिरिक्त ध्रुवांचे वळण आणि नुकसान भरपाईचे परस्पर कनेक्शन तपासण्यासाठी, आपण अंजीरमध्ये दर्शविलेली योजना वापरू शकता. 5, लहान इंजिनसाठी.
DC मोटरच्या सामान्य ऑपरेशनमध्ये, भरपाई देणार्या कॉइलने तयार केलेला चुंबकीय प्रवाह पूरक पोल कॉइलच्या चुंबकीय प्रवाहाशी जुळला पाहिजे. विंडिंग्सची ध्रुवीयता निश्चित केल्यानंतर, नुकसान भरपाईचे वळण आणि अतिरिक्त खांबांचे वळण एकत्र जोडलेले असणे आवश्यक आहे, म्हणजेच, एका वळणाचा वजा दुसर्याच्या प्लसशी जोडलेला असणे आवश्यक आहे.
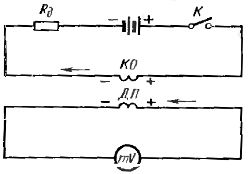
तांदूळ. ५.नुकसान भरपाईच्या वळणासाठी अतिरिक्त खांबांच्या वळणाच्या समावेशाची शुद्धता तपासण्यासाठी योजना
ब्रशेसची ध्रुवीयता निश्चित करण्यापूर्वी आणि कॉइलच्या प्रतिकारांची आवश्यक मोजमाप करण्यापूर्वी, ब्रशेस तटस्थ वर सेट करा. इलेक्ट्रिक मोटरचा तटस्थ म्हणजे मुख्य ध्रुव आणि आर्मेचरच्या विंडिंगची अशी परस्पर व्यवस्था जेव्हा त्यांच्यामधील परिवर्तन गुणांक शून्य असतो. ब्रशेस तटस्थ करण्यासाठी सेट करण्यासाठी, एक साखळी एकत्र केली जाते (चित्र 6).
उत्तेजना कॉइल एका स्विचद्वारे उर्जा स्त्रोताशी (बॅटरी) जोडलेली असते आणि आर्मेचर ब्रशेसशी एक संवेदनशील मिलिव्होल्टमीटर जोडलेले असते. उत्तेजित कॉइलला धक्का देऊन विद्युतप्रवाह पुरवला जातो तेव्हा मिलिव्होल्टमीटरची सुई एका दिशेने विचलित होते. किंवा दुसरे. जेव्हा ब्रश तटस्थ स्थितीत काटेकोरपणे स्थित असतात, तेव्हा उपकरणाची सुई विचलित होणार नाही.
पारंपारिक साधनांची अचूकता कमी आहे — ०.५% सर्वोत्तम. म्हणून, ब्रशेस डिव्हाइसच्या किमान वाचनाशी संबंधित स्थितीत सेट केले जातात आणि हे तटस्थ मानले जाते. तटस्थ ब्रशेस समायोजित करण्यात अडचण अशी आहे की न्यूट्रलची स्थिती कलेक्टर प्लेट्सच्या स्थितीवर अवलंबून असते.
अनेकदा असे घडते की एका आर्मेचर पोझिशनसाठी मिळणारा न्यूट्रल फिरवल्यावर विस्थापित होतो. त्यामुळे तटस्थ स्थिती दोन वेगवेगळ्या शाफ्ट पोझिशन्ससाठी परिभाषित केली जाते. जर आर्मेचरच्या वेगवेगळ्या पोझिशन्ससाठी न्यूट्रलची स्थिती वेगळी असेल, तर ब्रशेस दोन खुणांमधील मध्यवर्ती स्थितीत ठेवाव्यात. ब्रशेस तटस्थ वर सेट करण्याची अचूकता कलेक्टरला ब्रशच्या पृष्ठभागाच्या चिकटण्याच्या डिग्रीवर अवलंबून असते.म्हणून, इंजिनचे तटस्थ ठरवताना अधिक अचूक परिणाम मिळविण्यासाठी, कलेक्टरमध्ये ब्रशेस आगाऊ घासले जातात.
ब्रशेसची ध्रुवीयता खालीलपैकी एका प्रकारे निर्धारित केली जाते.
1. व्होल्टमीटर कलेक्टरवरील दोन बिंदूंशी जोडलेले आहे (चित्र 7), समान अंतरावर विरुद्ध ब्रशेसपासून स्थित आहे. उत्साही असताना, व्होल्टमीटरची सुई एका दिशेने किंवा दुसर्या दिशेने विचलित होईल. जर बाण उजवीकडे वळला, तर «प्लस» बिंदू 1 वर आहे आणि «मायनस» बिंदू 2 वर आहे. रोटेशनच्या दिशेच्या विरूद्ध सर्वात जवळच्या ब्रशमध्ये डिव्हाइसच्या कनेक्ट केलेल्या क्लॅम्पची ध्रुवता असेल.
2. उत्तेजित कॉइलमधून विशिष्ट ध्रुवीयतेचा थेट प्रवाह जातो, एक व्होल्टमीटर आर्मेचरला जोडला जातो आणि आर्मेचर हाताने दाबून किंवा एखाद्या यंत्रणेद्वारे रोटेशनमध्ये आणले जाते. या प्रकरणात, व्होल्टमीटरची सुई विचलित होईल. बाणाची दिशा ब्रशेसची ध्रुवीयता दर्शवेल.
डीसी मोटरच्या विंडिंग्सच्या प्रतिकाराचे मोजमाप करणे डीसी मोटर्स तपासण्यासाठी एक अतिशय महत्त्वाचा घटक आहे, कारण मापनांचे परिणाम विंडिंग्सच्या संपर्क कनेक्शनच्या स्थितीचे मूल्यांकन करण्यासाठी वापरले जातात (रेशन, बोल्ट, वेल्डेड सांधे). मोटर विंडिंग्सचा प्रतिकार खालीलपैकी एका पद्धतीद्वारे मोजला जातो: ammeter - व्होल्टमीटर, सिंगल किंवा डबल ब्रिज आणि मायक्रोहममीटर.
डीसी मोटर्सच्या विंडिंग्सचा प्रतिकार मोजण्याच्या काही वैशिष्ट्यांबद्दल लक्षात ठेवणे आवश्यक आहे.
1. फील्डच्या मालिका वळण, नुकसान भरपाई वळण, अतिरिक्त ध्रुवांचे वळण कमी आहे (हजारो ओम), म्हणून मोजमाप मायक्रोहममीटर किंवा दुहेरी पुलाने केले जातात.
2.इन्सुलेटिंग हँडल (चित्र 8) मधील स्प्रिंग्ससह विशेष दोन-संपर्क प्रोब वापरून आर्मेचर विंडिंगचा प्रतिकार ammeter-व्होल्टमीटर पद्धतीने मोजला जातो. मोजमाप खालीलप्रमाणे केले जाते: 4-6 व्ही व्होल्टेज असलेल्या चांगल्या चार्ज झालेल्या बॅटरीमधून थेट प्रवाह स्थिर आर्मेचरच्या कलेक्टर प्लेट्सना ब्रशने काढून टाकला जातो. ज्या प्लेट्समध्ये विद्युत प्रवाह पुरवठा केला जातो त्या दरम्यान, व्होल्टेज ड्रॉप मिलिव्होल्टमीटरने मोजले जाते. आर्मेचरच्या एका शाखेचे आवश्यक प्रतिकार मूल्य
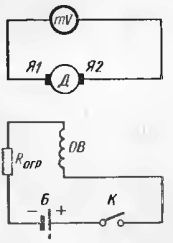
तांदूळ. 6. तटस्थ स्थितीत ब्रशेसची योग्य स्थापना तपासण्यासाठी योजना
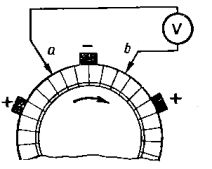
तांदूळ. 7. ब्रशेसची ध्रुवीयता निश्चित करण्यासाठी योजना
तांदूळ. 8 टू-पिन प्रोब वापरून आर्मेचर रेझिस्टन्सचे मापन
इतर सर्व प्लेट्ससाठी समान मोजमाप केले जातात. प्रत्येक समीप प्लेटमधील प्रतिकार मूल्ये नाममात्र मूल्याच्या 10% पेक्षा जास्त एकमेकांपासून भिन्न नसावी (जर मशीनमध्ये समान वळण असेल तर फरक 30% पर्यंत पोहोचू शकतो).
विंडिंग्सच्या इन्सुलेशन प्रतिरोधनाचे मोजमाप आणि विंडिंग्सच्या इन्सुलेशनच्या डायलेक्ट्रिक सामर्थ्याची तपासणी एसिंक्रोनस मोटर्सच्या संबंधित तपासणी बिंदूंप्रमाणेच केली जाते.
डीसी मोटरचे प्रारंभिक स्टार्ट-अप मोटरला ट्यूनिंग केल्यानंतर लगेचच चालते आणि शेवटी त्याची कार्यक्षमता तपासली जाते. एसिंक्रोनस मोटर्सप्रमाणेच, डीसी मोटर्सची चाचणी निष्क्रिय मोडमध्ये यंत्रणा आणि गिअरबॉक्स बंद ठेवून केली जाते. कंट्रोल सर्किट योग्यरित्या ट्यून करण्यासाठी डीसी मोटरची एक समान निष्क्रिय चाचणी आवश्यक आहे.
इंजिन निष्क्रिय असताना आणि लोडखाली सुरू करणे अत्यंत काळजीपूर्वक केले पाहिजे.सुरू करण्यापूर्वी ताबडतोब, आर्मेचर सहजपणे फिरते याची खात्री करणे आवश्यक आहे, आर्मेचर स्टेटरला स्पर्श करत नाही, बियरिंग्जमध्ये ग्रीस आहे आणि संरक्षणात्मक रिले देखील तपासा. कमाल संरक्षणाचा ट्रिपिंग करंट कमाल मोटर करंटच्या 200% पेक्षा जास्त नसावा. चाचणीसह डीसी मोटर सुरू करत आहे सध्याच्या वाढीच्या वेळी आणि नंतर जेव्हा मोटर कमाल व्होल्टेज आणि जास्तीत जास्त वेगाने निष्क्रिय असते तेव्हा कलेक्टरचे निरीक्षण करून कम्युटेशन गुणवत्ता नियंत्रित करा.
लोडमुळे निष्क्रियतेच्या तुलनेत स्पार्क रेटमध्ये वाढ होऊ नये. ब्रश 11/2 आणि अगदी 2 च्या स्पार्किंगच्या डिग्रीसह डीसी मोटर चालवण्याची परवानगी आहे. स्पार्किंगच्या अधिक लक्षणीय प्रमाणात, कम्युटेशन समायोजित केले जाते: ब्रशेस तटस्थ वर सेट केले जातात, अतिरिक्त खांबांची कॉइल योग्यरित्या असते चालू केले, ब्रश कलेक्टरकडे दाबले जातात आणि ब्रश कलेक्टरला चिकटतात.
हे लक्षात ठेवले पाहिजे की कलेक्टरवरील अस्वीकार्य आर्किंग कंट्रोल सर्किटच्या खराबीशी संबंधित असू शकते, कारण आर्मेचर आणि एक्सिटेशन सर्किट्समधील करंट बदलण्याचा दर, वर्तमान सर्जची कमाल मूल्ये, प्रमाण आर्मेचर करंट आणि मशीनचा चुंबकीय प्रवाह वेगवेगळ्या वेळेत सर्किटवर अवलंबून असतो. लोड अंतर्गत ऑपरेशनचे निरीक्षण केल्यानंतर आणि डीसी मोटरचे कम्युटेशन समायोजित केल्यानंतर, कमिशनिंग प्रक्रिया पूर्ण मानली जाऊ शकते.