इलेक्ट्रोमॅग्नेटिक ग्राइंडिंग प्लेट्स
 इलेक्ट्रोमॅग्नेटिक प्लेट्सचा वापर पृष्ठभाग ग्राइंडिंग मशीनमध्ये मोठ्या प्रमाणावर केला जातो. या प्लेट्सवर मशीनिंग केलेले स्टीलचे भाग मशीनिंग दरम्यान प्लेटच्या चुंबकीय आकर्षणाने जागेवर धरले जातात. जबड्याच्या क्लॅम्पिंगपेक्षा इलेक्ट्रोमॅग्नेटिक क्लॅम्पिंगचे फायदे आहेत. वर्तमानासह, आपण प्लेटच्या पृष्ठभागावर स्थित अनेक भाग त्वरित निराकरण करू शकता.
इलेक्ट्रोमॅग्नेटिक प्लेट्सचा वापर पृष्ठभाग ग्राइंडिंग मशीनमध्ये मोठ्या प्रमाणावर केला जातो. या प्लेट्सवर मशीनिंग केलेले स्टीलचे भाग मशीनिंग दरम्यान प्लेटच्या चुंबकीय आकर्षणाने जागेवर धरले जातात. जबड्याच्या क्लॅम्पिंगपेक्षा इलेक्ट्रोमॅग्नेटिक क्लॅम्पिंगचे फायदे आहेत. वर्तमानासह, आपण प्लेटच्या पृष्ठभागावर स्थित अनेक भाग त्वरित निराकरण करू शकता.
इलेक्ट्रोमॅग्नेटिक क्लॅम्पिंगसह, प्रक्रियेची अधिक अचूकता प्राप्त केली जाऊ शकते कारण प्रक्रियेदरम्यान गरम केल्यावर वर्कपीस पार्श्वभागी संकुचित होत नाही आणि मुक्तपणे विस्तारू शकते. इलेक्ट्रोमॅग्नेटिक क्लॅम्पिंगसह, टोकापासून आणि बाजूने भाग मशीन करणे शक्य आहे.
तथापि, इलेक्ट्रोमॅग्नेटिक क्लॅम्पिंग कॅम वापरून क्लॅम्पिंग जितकी उच्च शक्ती प्रदान करत नाही. इलेक्ट्रोमॅग्नेटिक प्लेटच्या कॉइलला वीज पुरवठ्यामध्ये आपत्कालीन व्यत्यय आल्यास, तो भाग त्याच्या पृष्ठभागावरून फाटला जातो. म्हणून, उच्च कटिंग फोर्ससाठी इलेक्ट्रोमॅग्नेटिक प्लेट्स वापरली जात नाहीत. याव्यतिरिक्त, इलेक्ट्रोमॅग्नेटिक प्लेट्सवर मशीन केलेले स्टीलचे भाग बहुतेक वेळा अवशिष्ट चुंबकत्व टिकवून ठेवतात.
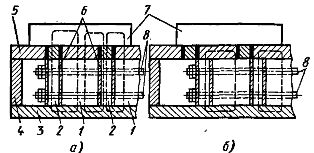
इलेक्ट्रोमॅग्नेटिक प्लेट (चित्र 1) मध्ये सौम्य स्टीलचे बनलेले एक शरीर 1 आहे, ज्याच्या तळाशी ध्रुव 2 चे प्रोट्र्यूशन प्रदान केले आहे. शीर्षस्थानी एक कव्हर 3 ठेवलेले आहे, ज्यामध्ये ध्रुवांच्या वर स्थित विभाग 4 मध्यवर्ती स्तरांद्वारे वेगळे केले आहेत. 5 गैर-चुंबकीय सामग्री (शिसे आणि अँटीमोनी मिश्र धातु, कथील मिश्र धातु, कांस्य इ.).
जेव्हा कॉइल्स 6 मधून थेट प्रवाह वाहतो तेव्हा आवरणाच्या बाह्य पृष्ठभागाचे सर्व विभाग (मिरर), नॉन-चुंबकीय मध्यवर्ती स्तरांनी वेढलेले, एक ध्रुव (उदाहरणार्थ, उत्तर) असतात; प्लेटची उर्वरित पृष्ठभाग - इतर खांबासह (उदाहरणार्थ, दक्षिणेकडील). प्रक्रिया केलेला भाग 7, जो सर्वत्र नॉन-चुंबकीय इंटरमीडिएट लेयरला ओव्हरलॅप करतो, ध्रुव 2 पैकी एकाचा चुंबकीय प्रवाह बंद करतो आणि त्यामुळे प्लेटच्या पृष्ठभागाकडे आकर्षित होतो.
लहान तपशील निश्चित करण्यासाठी, ध्रुव 2 मधील अंतर शक्य तितके लहान असणे इष्ट आहे. तथापि, हे अंमलात आणणे कठीण आहे, कारण दोन कॉइल 6 चे वळण खांबाच्या दरम्यान ठेवणे आवश्यक आहे. म्हणून, नॉन-चुंबकीय सामग्रीने भरलेल्या चॅनेलसह इलेक्ट्रोमॅग्नेटिक प्लेट्सचा वापर लहान भाग निश्चित करण्यासाठी केला जातो (चित्र 2).
या प्लेटमध्ये फक्त एक कॉइल आहे 2. प्लेटचा मुख्य भाग 1 जाड स्टीलच्या कव्हरने झाकलेला आहे 3 जवळच्या अंतरावर असलेल्या नॉन-चुंबकीय खोबणीने 4. जेव्हा एक लहान वर्कपीस 5 रिकाम्या 5 वर ठेवला जातो तेव्हा त्याच्या चुंबकीय प्रवाहाचा एक भाग असतो. गुंडाळी खोबणीखालील कव्हर 3 मधून बंद केली जाईल आणि त्याचा काही भाग, भाग 5 ने झाकलेल्या नॉन-चुंबकीय खोबणीभोवती वाकून, वर्कपीसमधून जाईल, त्याचे आकर्षण सुनिश्चित करेल. चुंबकीय प्रवाहाचा फक्त काही भाग भागातून जात असल्याने, या प्लेट्सचे आकर्षण बल थरांच्या माध्यमातून असलेल्या प्लेट्सपेक्षा कमी असते.
परस्पर हालचालींसाठी डिझाइन केलेल्या इलेक्ट्रोमॅग्नेटिक प्लेट्स व्यतिरिक्त, फिरत्या इलेक्ट्रोमॅग्नेटिक प्लेट्स, ज्यांना सामान्यतः इलेक्ट्रोमॅग्नेटिक टेबल म्हणतात, मोठ्या प्रमाणावर वापरले जातात.
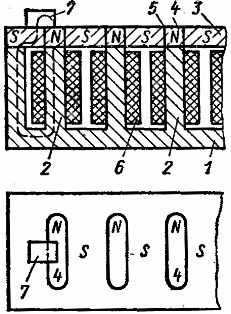
तांदूळ. 1. इलेक्ट्रोमॅग्नेटिक कुकर
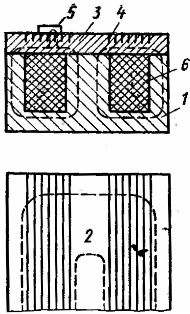
तांदूळ. 2. लहान भागांसाठी इलेक्ट्रोमॅग्नेटिक प्लेट
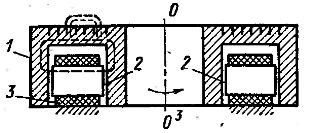
तांदूळ. 3. निश्चित इलेक्ट्रोमॅग्नेट्ससह टेबल
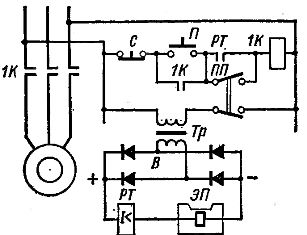
तांदूळ. 4. इलेक्ट्रोमॅग्नेटिक कुकर चालू करा
निश्चित इलेक्ट्रोमॅग्नेट्ससह टेबल्स देखील उद्योगात वापरल्या जातात (चित्र 3). सारणीचा मुख्य भाग 1 परिघाभोवती स्थित स्थिर इलेक्ट्रोमॅग्नेट्स 2 वर फिरतो. जेव्हा कॉइल 3 मधून थेट प्रवाह वाहतो तेव्हा चुंबकीय प्रवाह बंद होतो (चित्र 3 मध्ये चिन्हांकित रेषेसह दर्शविल्याप्रमाणे), भागाचे आकर्षण सुनिश्चित करते.
या प्रकारच्या इलेक्ट्रोमॅग्नेटिक टेबल्समध्ये, एकाग्र वर्तुळांच्या बाजूने स्थित नॉन-चुंबकीय चॅनेल व्यतिरिक्त, रेडियल नॉन-चुंबकीय मध्यवर्ती स्तर असतात जे टेबलचे मुख्य भाग आणि त्याच्या कार्यरत पृष्ठभागास प्रत्येक भागांमध्ये विभागतात ज्यांचे प्रत्येकाशी चुंबकीय कनेक्शन नसते. इतर जर इलेक्ट्रोमॅग्नेट्स 2 संपूर्ण परिघाभोवती स्थित नसेल, तर अशा टेबलवर एक सेक्टर तयार होतो, ज्यावर भाग निश्चित केले जाणार नाहीत आणि ते सहजपणे काढले जाऊ शकतात. स्थिर इलेक्ट्रोमॅग्नेट्स असलेली टेबल नॉन-चुंबकीय सामग्री (सामान्यत: कांस्य) बनवलेल्या रिंग-आकाराच्या मार्गदर्शकांवर अवलंबून असते. हे इलेक्ट्रोमॅग्नेट्सच्या खाली फ्लक्स बंद करण्याची शक्यता काढून टाकते.
इलेक्ट्रोमॅग्नेटिक प्लेटचे आकर्षण बल मुख्यत्वे निश्चित भागाची सामग्री आणि आकार, त्याच्या पृष्ठभागावरील भागांची संख्या, प्लेटवरील भागाची स्थिती आणि प्लेटच्या डिझाइनवर अवलंबून असते: इलेक्ट्रोमॅग्नेटिक प्लेट्सचे आकर्षण बल या दरम्यान बदलते. 20-130 N/cm2 (2-13 kgf/cm2).
ऑपरेशन दरम्यान, इलेक्ट्रोमॅग्नेटिक कुकर गरम होते, शटडाउन दरम्यान ते थंड होते. यामुळे हवा कोणत्याही गळतीतून फिरते, परिणामी ओलावा काउंटरटॉपच्या आत घट्ट होऊ शकतो. म्हणून, इलेक्ट्रोमॅग्नेटिक कुकरच्या डिझाइनमध्ये, कुकरच्या कॉइलचे कूलिंग लिक्विडच्या प्रभावापासून संरक्षण सुनिश्चित करणे महत्वाचे आहे. यासाठी, प्लेटची आतील पोकळी बिटुमेनसह ओतली जाते.
इलेक्ट्रोमॅग्नेटिक कुकरला उर्जा देण्यासाठी, 24, 48, 110 आणि 220 V च्या व्होल्टेजसह डायरेक्ट करंट वापरला जातो. बर्याचदा, 110 V च्या व्होल्टेजसह विद्युत प्रवाह वापरला जातो. इलेक्ट्रोमॅग्नेटिक कुकरला पर्यायी करंटसह पॉवर करणे मजबूत डिमॅग्नेटाइझिंगमुळे अस्वीकार्य आहे आणि एडीज करंट्सचा गरम प्रभाव.
इलेक्ट्रोमॅग्नेटिक प्लेटच्या स्वतंत्र ध्रुवांचे कॉइल सहसा मालिकेत जोडलेले असतात. कॉइलच्या समांतर जोडणीसह 110 V आणि मालिकेसह 220 V वापरून, ते मालिकेतून समांतर स्विच करण्यासाठी कमी वेळा वापरले जातात. इलेक्ट्रोमॅग्नेटिक कुकरद्वारे वापरली जाणारी शक्ती 100-300 वॅट्स आहे. सेलेनियम रेक्टिफायर्सचा वापर सामान्यतः इलेक्ट्रोमॅग्नेटिक कुकरसाठी उर्जा स्त्रोत म्हणून केला जातो. रेक्टिफायर किटमध्ये ट्रान्सफॉर्मर, फ्यूज आणि स्विच समाविष्ट आहे.
इलेक्ट्रोमॅग्नेटिक प्लेट चालू करण्याची योजना अंजीर मध्ये दर्शविली आहे. 4. जर पीपी स्विच आकृतीमध्ये दर्शविलेल्या स्थितीत असेल तर, जेव्हा इलेक्ट्रोमॅग्नेटिक प्लेट चालू असेल तेव्हाच टेबल ड्राइव्ह (आणि आवश्यक असल्यास सर्कल रोटेशन) सुरू केले जाऊ शकते. या प्रकरणात, इलेक्ट्रोमॅग्नेटिक प्लेट EP च्या कॉइलला ट्रान्सफॉर्मर Tr द्वारे ग्रिडशी जोडलेल्या रेक्टिफायर बी कडून शक्ती प्राप्त होते.
वर्तमान रिले RT ची कॉइल या कॉइलसह मालिकेत जोडलेली आहे, ज्याचा बंद होणारा संपर्क 1K संपर्ककर्त्याच्या कॉइलसह मालिकेत जोडलेला आहे. काही अपघातामुळे, इलेक्ट्रोमॅग्नेटिक प्लेटला वीजपुरवठा खंडित झाल्यास, त्याच्या संपर्कासह वर्तमान रिले आरटी कॉइल 1K चे सर्किट खंडित करेल आणि टेबलची रोटरी मोटर (बहुतेकदा ग्राइंडिंग व्हील) वळते. बंद. पीपी स्विच चालू केल्याने नेमप्लेटशिवाय मोटर चालू करता येते.
या प्रकरणात, इलेक्ट्रोमॅग्नेटिक प्लेटच्या कॉइलचे इन्सुलेशन बंद केल्यावर तो खंडित होण्याची शक्यता वगळण्यात आली आहे. प्लेट बंद केल्यानंतर वाइंडिंग सर्किट रेक्टिफायरच्या हातांनी बंद राहते.
अवशिष्ट चुंबकत्वाच्या उपस्थितीमुळे, प्रक्रियेनंतर स्टीलचे भाग प्लेटमधून काढणे कठीण असते. भाग काढून टाकणे सुलभ करण्यासाठी, प्रक्रिया संपल्यानंतर इलेक्ट्रोमॅग्नेटिक प्लेटच्या कॉइलमधून एक लहान प्रवाह उलट दिशेने वाहतो. रबर शीथमधील एक विशेष लवचिक वायर सहसा लहान स्ट्रोक लांबीसह प्लेटला विद्युत प्रवाह पुरवण्यासाठी वापरली जाते.
जास्त अंतरावर प्लेटच्या भाषांतरित हालचालीसह, तांबे टायर वापरतात ज्यावर ब्रशेस सरकतात. जड मशीन ट्रॉली वायर वापरतात. विद्युत चुंबकीय जनतेला स्लिप रिंग्सद्वारे विद्युत प्रवाह पुरवला जातो.
मानले जाणारे इलेक्ट्रोमॅग्नेटिक फास्टनर्स व्यतिरिक्त, प्लेट्स वापरल्या जातात कायम चुंबकांसह… या कुकरला उर्जा स्त्रोतांची आवश्यकता नसते आणि त्यामुळे पॉवर बिघाडाच्या वेळी कुकरच्या पृष्ठभागावरून अचानक भाग वेगळे होऊ शकत नाहीत. याव्यतिरिक्त, कायम चुंबक प्लेट्स ऑपरेशनमध्ये अधिक विश्वासार्ह आहेत.
तांदूळ. ५.कायम चुंबक कुकर
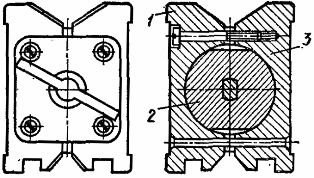
तांदूळ. 6. चुंबकीय उपकरण
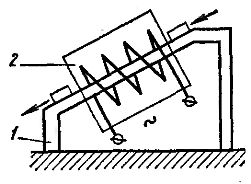
तांदूळ. 7. Degreaser
प्लेट (Fig. 5, a) मध्ये एक घर 4 आहे, ज्याच्या आत स्थायी चुंबकाचे पॅकेज आहे 2. चुंबकाच्या दरम्यान मऊ लोखंडी रॉड 1 ठेवलेले आहेत, जे चुंबकांपासून विरहित सामग्रीच्या स्पेसर 6 द्वारे वेगळे केले जातात. हे पॅकेज पितळी बोल्ट 8 ने बांधलेले आहे. हे बेस 3 वर टिकून आहे, सौम्य स्टीलचे बनलेले आहे आणि वर प्लेट 5 ने झाकलेले आहे, ते देखील सौम्य स्टीलचे बनलेले आहे. प्लेट 5 मध्ये नॉन-चुंबकीय इंटरलेअर आहेत जे त्याच्या पृष्ठभागाचे ध्रुवांच्या वर स्थित भाग वेगळे करतात. प्लेटचे बॉडी 4 सिलिमाइन किंवा नॉन-चुंबकीय कास्ट लोहापासून बनलेले आहे. प्लेट 5 वर ठेवलेला स्टीलचा कोरा 7 त्याच्या खाली असलेल्या खांबांद्वारे आकर्षित होतो. ध्रुवांचे चुंबकीय प्रवाह बंद आहेत, अंजीर मध्ये डॅश केलेल्या रेषेने दर्शविल्याप्रमाणे. 5, अ.
इलेक्ट्रोमॅग्नेटिक प्लेटमधून भाग काढून टाकण्यासाठी, पोल पॅक हलविला जातो. ध्रुवांच्या या स्थितीत, त्यांचे चुंबकीय प्रवाह बंद केले जातात, भाग 7 (अंजीर 5, ब मधील ठिपके असलेली रेखा) मागे टाकून. या प्रकरणात, भाग सहजपणे काढला जाऊ शकतो. आकृतीमध्ये न दर्शविलेल्या विक्षिप्त वापरून पिशवी व्यक्तिचलितपणे हलविली जाते.
प्लेटची अंतर्गत पोकळी एक चिकट विरोधी गंजरोधक ग्रीसने भरलेली असते ज्यामुळे चुंबक ब्लॉक हलविण्यासाठी आवश्यक शक्ती कमी होते. स्थिर, फिरणारे, साइन, मार्किंग, स्क्रॅपिंग आणि कायम चुंबक असलेल्या इतर प्लेट्स उद्योगात वापरल्या जातात.
क्रॉस-ड्रिलिंग रोलसाठी चुंबकीय उपकरण अंजीर मध्ये दर्शविले आहे. 6. कायम चुंबक 2 अंजीर मध्ये दर्शविलेल्या स्थितीत असल्यास. 6, भाग निश्चित केला जातो आणि फिक्स्चर मशीनच्या स्टील टेबलवर काढला जातो.जेव्हा चुंबक 2 90 ° फिरवला जातो, तेव्हा चुंबकीय प्रवाह यंत्राच्या शरीरातील स्टील भाग 1 आणि 3 मधून बंद होतो आणि भाग आणि उपकरणाचे आकर्षण थांबते.

तांदूळ. 8 इलेक्ट्रोमॅग्नेटिक प्लेटसह ग्राइंडिंग मशीन
इंडिकेटर स्टँड, दिवा, कूलंट फिटिंग, रेक्टिफायर इत्यादींचा आधार म्हणून कायम चुंबक उपकरणे देखील वापरली जातात. पृथक्करण केल्यानंतर, कायम चुंबक उपकरणांना विशेष स्थापनेत चुंबकीकरण आवश्यक आहे.
अशा चुंबकांसह प्लेट्स उच्च आकर्षण शक्तीद्वारे दर्शविले जातात. फेराइट सिरॅमिक स्थायी चुंबक मिलिंग, प्लॅनिंग आणि इतर मशीनमध्ये वापरले जातात.
प्रक्रिया केलेल्या भागांचे अवशिष्ट चुंबकत्व दूर करण्यासाठी, विशेष डिमॅग्नेटायझर्स वापरले जातात. अंजीर मध्ये दर्शविलेले डिमॅग्नेटायझर. 7 मोठ्या प्रमाणात उत्पादित भाग (बॉल बेअरिंगसह रिंग) च्या डिमॅग्नेटाइझेशनसाठी आहे. भाग चुंबकीय नसलेल्या सामग्रीने बनलेल्या झुकलेल्या पुल 1 वर सरकतात. त्याच वेळी, ते कॉइल 2 च्या आत जातात, ज्याला पर्यायी प्रवाह पुरवला जातो आणि पर्यायी क्षेत्राद्वारे चुंबकीकरणाच्या उलटतेच्या अधीन, अवशिष्ट चुंबकत्व गमावतात. हलणारा भाग कॉइल 2 पासून दूर गेल्याने फील्डची ताकद कमकुवत होते. ही उपकरणे थेट मशीनवर स्थापित केली जातात.