इलेक्ट्रिकली चालविलेल्या मेटल कटिंग मशीनच्या इलेक्ट्रिकल उपकरणांची चाचणी करण्याची प्रक्रिया
या पद्धतीच्या शिफारशी इलेक्ट्रिक ड्राइव्हसह मेटल आणि लाकडीकामाच्या मशीनच्या इलेक्ट्रिकल उपकरणांच्या चाचणीवर लागू होतात. सध्या, इलेक्ट्रिक ड्राईव्हसह सुसज्ज मशीन्स लाकूडकाम आणि मेटलवर्किंगमध्ये वापरली जातात. यंत्रे भिन्न कार्ये करतात आणि त्यांचे हेतू भिन्न असतात. उद्देशाच्या आधारावर, प्रत्येक मशीनमध्ये भिन्न संख्येने यंत्रणा, ड्राइव्ह आणि या ड्राइव्हसाठी भिन्न नियंत्रण योजना असू शकतात. कार्यक्षमतेत फरक असूनही, सर्व मशीनची वेळोवेळी चाचणी केली पाहिजे.
चाचणी ऑब्जेक्ट
साधने आणि अॅक्सेसरीजसह काम करण्यासाठी सुरक्षा नियमांनुसार, इलेक्ट्रिकल मशीन्स, त्यांची जटिलता, उद्देश आणि अनुप्रयोगाचे क्षेत्र विचारात न घेता, वेळोवेळी चाचणी करणे आवश्यक आहे. हे नियम मशीनच्या विद्युत उपकरणांच्या चाचणीची वारंवारता, इन्सुलेशन प्रतिरोधकता आणि संरक्षक सर्किटची सातत्य नियंत्रित करतात.
मशीनच्या इलेक्ट्रिक मोटर्स बहुतेक प्रकरणांमध्ये स्टार्टर्स (किंवा विशेष इंटरमीडिएट रिले वापरुन) नियंत्रित केल्या जातात. क्वचित प्रसंगी, मशीनची इलेक्ट्रिक मोटर चालू आणि बंद करणे थेट संरक्षक उपकरणाद्वारे केले जाऊ शकते — सर्किट ब्रेकर, एक विशेष बटण इ. अशा सोप्या योजना क्वचितच आणि सहसा लहान मशीनवर वापरल्या जातात.
सर्वात सोप्या मशीनच्या बाबतीत, सर्वकाही स्पष्ट दिसते. अधिक जटिल मशीनसाठी, नियंत्रण सामान्यतः वेगळ्या, कमी-शक्तीच्या ट्रान्सफॉर्मरद्वारे केले जाते. सेवा कर्मचार्यांची सुरक्षा सुनिश्चित करण्यासाठी सर्किट वेगळे करणे आणि व्होल्टेज कमी करणे वापरले जाते. कंट्रोल ट्रान्सफॉर्मरच्या दुय्यम विंडिंगला मशीनच्या केसिंगमध्ये माती लावणे आवश्यक आहे. सर्वात जटिल मेटल-कटिंग मशीनमध्ये, अनेक अलगाव ट्रान्सफॉर्मर्स वापरले जातात - नियंत्रण सर्किट्स, सिग्नलिंग, मॉनिटरिंग आणि कंट्रोल सर्किट्सच्या सेमीकंडक्टर घटकांच्या वीज पुरवठ्यासाठी.

मशीनच्या योजनेवर आधारित, विद्युत उपकरणांच्या चाचणीसाठी पद्धती निवडणे आवश्यक आहे. कोणत्याही परिस्थितीत, मशीनच्या पॉवर पार्ट्सचा ग्राउंड, कंट्रोल सर्किट्स आणि सिग्नलिंग ग्राउंडवर इन्सुलेशन प्रतिरोध मोजणे आवश्यक आहे. कंट्रोल सर्किट्सला पॉवर देण्यासाठी आयसोलेशन ट्रान्सफॉर्मर वापरल्यास, पॉवर सर्किट्स आणि कंट्रोल आणि सिग्नल सर्किट्सच्या पुरवठा सर्किट्समधील इन्सुलेशनची स्थिती तपासणे आवश्यक आहे.
मेगोहॅममीटरने इन्सुलेशन प्रतिकार मोजताना, नियंत्रण सर्किट्समधील सेमीकंडक्टर घटकांच्या अपयशाविरूद्ध उपाय करणे आवश्यक आहे - सेमीकंडक्टर घटक शॉर्ट सर्किट केलेले असणे आवश्यक आहे.इन्सुलेशन रेझिस्टन्स मोजण्याव्यतिरिक्त, पॉवर सर्किट्स आणि कंट्रोल आणि सिग्नलिंग सर्किट्सची चाचणी एका मिनिटासाठी 1500 V च्या वैकल्पिक व्होल्टेजसह जमिनीच्या संदर्भात करणे आवश्यक आहे. 50 V पेक्षा कमी व्होल्टेज असलेल्या सिग्नल-कंट्रोल सर्किट्समध्ये चाचणी दरम्यान नुकसान होऊ शकणारे सेमीकंडक्टर घटक नसतील तर त्यांची देखील चाचणी करणे आवश्यक आहे.
मेटल कटिंग मशीनच्या इलेक्ट्रिकल उपकरणांच्या चाचणीचा अंतिम टप्पा म्हणजे मशीनच्या धातूच्या भागांमधील धातूचे कनेक्शन तपासणे. सर्व मेटल पार्ट्स ज्यावर इलेक्ट्रिकल उपकरणे स्थापित केली आहेत त्यांचे एकमेकांशी आणि ग्राउंड वायर (शिल्डेड पीई वायर) यांच्यामध्ये विश्वसनीय धातू कनेक्शन असणे आवश्यक आहे. तपासणी व्हिज्युअल तपासणीद्वारे केली जाते.
सतत संरक्षणात्मक सर्किटच्या विश्वासार्हतेबद्दल आपल्याला शंका असल्यास, संरक्षक कंडक्टरच्या संपर्कात आणि मशीनच्या कोणत्याही धातूच्या भागामधील प्रतिकार मोजा. या प्रकरणात मेटल कनेक्शनचा प्रतिकार 0.1 ओमपेक्षा जास्त नसावा. जर मेटल कनेक्शनचे मोजमाप थेट पीई वायर आणि मशीन बॉडीच्या संपर्क कनेक्शनवर केले असेल, तर प्रतिकार 0.05 ओहमपेक्षा जास्त नसावा.
विशिष्ट वैशिष्ट्ये
इन्सुलेशन प्रतिकार
मेटल-कटिंग मशीनच्या इलेक्ट्रिकल उपकरणांच्या इन्सुलेशन प्रतिरोधनाचे मोजमाप चालू करण्यापूर्वी, मोठ्या दुरुस्तीनंतर आणि दर सहा वर्षांनी एकदा केले जाते. इन्सुलेशन प्रतिरोध किमान 1MΩ असणे आवश्यक आहे.
इन्सुलेशन प्रतिरोध मोजला जातो:
-
मशीन बॉडीला पॉवर सर्किट्स (पीई-कंडक्टर),
-
मशीन बॉडीशी संबंधित कंट्रोल सर्किट्स (पीई-कंडक्टर),
-
मशीन बॉडीला सिग्नल सर्किट (पीई-कंडक्टर),
-
सिग्नल आणि कंट्रोल सर्किट्स विरुद्ध पॉवर सर्किट्स (जर हे सर्किट वेगळे केले असतील तर).
जर हे सर्किट वेगळ्या (वेगळ्या) आयसोलेशन ट्रान्सफॉर्मरद्वारे पुरवले गेले असतील तर कंट्रोल आणि सिग्नल सर्किट्स मशीन पॉवर सर्किट्सपासून वेगळे मानले जातात.
इन्सुलेशन प्रतिरोध मोजताना, नुकसान टाळण्यासाठी मोजलेल्या सर्किट्समधील सेमीकंडक्टर घटक शॉर्ट सर्किट केलेले असणे आवश्यक आहे.
एसी व्होल्टेज वाढ चाचणी
पॉवर सर्किट्स, सिग्नल आणि कंट्रोल सर्किट्सची वाढीव वारंवारता व्होल्टेजसह चाचणी करणे आवश्यक आहे. चाचणी वारंवारता मशीनच्या विद्युत उपकरणांच्या इन्सुलेशन प्रतिरोधनाचे मोजमाप करताना सारखीच असते. 50 V पेक्षा कमी व्होल्टेज आणि इलेक्ट्रॉनिक घटक आणि सेमीकंडक्टर घटक असलेल्या कंट्रोल सर्किट्स आणि सिग्नल सर्किट्सचा अपवाद वगळता सर्व सर्किट्सची मशीन हाउसिंग (PE-कंडक्टर) संदर्भात चाचणी करणे आवश्यक आहे. चाचणी व्होल्टेज - 1500 V, कालावधी 1 मिनिट.
संरक्षक सर्किटची सातत्य तपासत आहे
संरक्षणात्मक सर्किटची सातत्य तपासणी बाह्य तपासणीद्वारे केली जाते. तपासणी दरम्यान, मशीनच्या धातूच्या भागांमधील संपर्कांवर तसेच घरासह पीई-कंडक्टर कनेक्शनच्या गुणवत्तेकडे लक्ष देणे आवश्यक आहे. व्हिज्युअल तपासणी दरम्यान, खुल्या प्रवाहकीय भागांमधील संपर्कांच्या गुणवत्तेबद्दल शंका असल्यास, पीई वायरच्या टर्मिनल आणि मशीनच्या प्रत्येक धातूच्या भागामध्ये प्रतिकार मापन करणे आवश्यक आहे. मोजलेले प्रतिकार 0.1 ओहम पेक्षा जास्त नसावे.
चाचणी आणि मापन अटी
इलेक्ट्रिक ड्राइव्हसह मेटल-कटिंग मशीनच्या इलेक्ट्रिकल उपकरणांची चाचणी सकारात्मक वातावरणीय तापमानात केली जाते. जर मशीन घराबाहेर ठेवल्यानंतर उबदार खोलीत ठेवली गेली असेल, विशेषत: कमी तापमानात, चाचणीपूर्वी केसिंग आणि इलेक्ट्रिकल उपकरणावरील संक्षेपण अदृश्य होईपर्यंत ते काही काळ घरात ठेवले पाहिजे. मशीनच्या वॉर्म-अपचा कालावधी त्याच्या आकारावर खूप अवलंबून असतो आणि दृश्यमानपणे निर्धारित केला जातो.
उच्च व्होल्टेज पॉवर सर्किट्स, कंट्रोल सर्किट्स आणि मेटल कटिंग मशीन्सचे सिग्नलिंग आयोजित करताना सभोवतालच्या हवेची आर्द्रता महत्त्वाची असते, कारण इलेक्ट्रिक मोटर्स आणि वायर्सच्या विंडिंग्सवर कंडेन्सेशनमुळे इन्सुलेशन बिघाड होऊ शकतो आणि त्यानुसार, उपकरणे निकामी होऊ शकतात (चाचणी केल्यानुसार, त्यामुळे आणि चाचणी केली)) …
उच्च व्होल्टेज चाचण्या करण्यापूर्वी, उपकरणे धूळ, घाण आणि आर्द्रतेपासून स्वच्छ करणे आवश्यक आहे. केलेल्या चाचण्यांच्या गुणवत्तेवर वातावरणीय दाबाचा विशेष प्रभाव पडत नाही, परंतु प्रोटोकॉलमध्ये डेटा प्रविष्ट करण्यासाठी रेकॉर्ड केला जातो.
मोजमाप साधने
इन्सुलेशन प्रतिकार मापन मेगामीटर तयार करते 1000 V च्या व्होल्टेजसाठी, उदाहरणार्थ M 4100/4, ESO 202 प्रकारचे megohmmeters वापरले जाऊ शकतात. पॉवरच्या वाढीव वारंवारता व्होल्टेजसह चाचणी विविध स्थापना वापरून केली जाते, ज्यामध्ये खालील घटक असतात: चाचणी ट्रान्सफॉर्मर, नियमन करणारे उपकरण, नियंत्रण -मापन आणि संरक्षणात्मक उपकरणे.
या उपकरणांमध्ये इन्स्टॉलेशन AII-70, AID-70, तसेच विविध उच्च-व्होल्टेज चाचणी ट्रान्सफॉर्मर समाविष्ट आहेत ज्यांचे संरक्षण पुरेसे आहे आणि चाचणीसाठी योग्यरित्या तयार आहेत.प्रतिकार मोजण्यासाठी ओहममीटर वापरले जातात: एमएमव्ही, विविध मल्टीमीटर, डीसी ब्रिज. उपकरणांची अचूकता वर्ग - 4.
सर्व उपकरणांची तपासणी करणे आवश्यक आहे आणि योग्य सरकारी एजन्सीद्वारे प्रमाणित इंस्टॉलेशन्सची चाचणी करणे आवश्यक आहे.
चाचणी आणि मोजमाप प्रक्रिया
इन्सुलेशन प्रतिकार मापन
वर नमूद केल्याप्रमाणे, मशीन पूर्णपणे बंद असलेल्या मेगोहमीटर वापरून इन्सुलेशन प्रतिरोध मोजला जातो. मोजमाप खालील क्रमाने चालते:
1. सर्किट डिसेम्बल न करता मोटर कंट्रोल स्टार्टर (किंवा एकाधिक मोटर्स) नंतर इन्सुलेशन प्रतिरोध मोजा. इलेक्ट्रिक मोटरच्या दिशेने स्टार्टर नंतर एका टप्प्यात मेगोह्ममीटर जोडला जातो. सर्व तीन टप्पे एकाच वेळी मोटर वाइंडिंगमध्ये तपासले जातात तेव्हा एकच मोजमाप केले जाते.
2. कंट्रोल सर्किट्सचा इन्सुलेशन प्रतिरोध मोजला जातो, ज्यासाठी पृथक्करण ट्रान्सफॉर्मरच्या दुय्यम विंडिंगशी एक मेगाहॅममीटर जोडला जातो, ज्यानंतर या सर्किट्समधून ग्राउंडिंग डिस्कनेक्ट केले जाते. इन्सुलेशन प्रतिरोध मोजला जातो — सर्व सर्किट्स ट्रान्सफॉर्मर विंडिंगद्वारे एकाच वेळी तपासल्या जातात; चाचणी केलेल्या सर्किटमध्ये इलेक्ट्रॉनिक घटक असल्यास, त्यांचे नुकसान टाळण्यासाठी उपाय करणे आवश्यक आहे (शॉर्ट सर्किट, बोर्ड वेगळे करणे). आयसोलेशन ट्रान्सफॉर्मरमध्ये वेगवेगळ्या व्होल्टेजसह अनेक विंडिंग असल्यास, सर्व विंडिंग एकाच वेळी तपासल्या जातात.
3. यंत्राच्या पॉवर सर्किट्सचा इन्सुलेशन रेझिस्टन्स मोटर स्टार्टरच्या आधी तपासला जातो (इलेक्ट्रिक मोटर्स - जर त्यापैकी अनेक असतील तर) यासाठी, मोजमाप टप्प्याटप्प्याने केले जाते, कारण येथे टप्पे वेगळे केले जातात.मशीनच्या पॉवर मशीननंतर प्रत्येक टप्प्यात एक मेगाहॅममीटर मालिकेत जोडलेला असतो. मुख्य मशीननंतर अनेक अतिरिक्त असल्यास, ते समाविष्ट केले पाहिजेत (आपण सर्किट एकत्र करू शकता आणि एक मापन करू शकता, परंतु जटिल मशीन्ससह कनेक्शन कोठे करावे हे निर्धारित करणे कठीण आहे, अनेक मोजमाप करणे सोपे आहे. थेट मुख्य मशीन टर्मिनल्सवर).
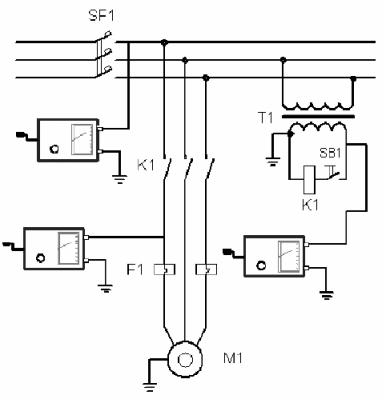
मशीनच्या इलेक्ट्रिकल उपकरणांच्या इन्सुलेशन प्रतिरोधनाचे मोजमाप करण्याची योजना
वाढलेल्या व्होल्टेजसह मशीनच्या विद्युत उपकरणांची चाचणी
उच्च-व्होल्टेज चाचण्या करण्यासाठी, पॉवर सर्किट्स एकत्र करणे आवश्यक आहे (जंपर्स टप्प्याटप्प्याने ठेवा, जसे की मोटर स्टार्टरच्या आधी इन्सुलेशन प्रतिरोध मोजताना), पॉवर सर्किट्स कंट्रोल आणि सिग्नल सर्किट्ससह एकत्र करा. कंट्रोल आणि सिग्नल सर्किट्समधून ग्राउंड (पृथक ट्रान्सफॉर्मरच्या दुय्यम वळणावर) काढून टाकणे आवश्यक आहे.
चाचणी उपकरणे संयोजन सर्किट आणि मशीन बॉडीशी जोडा. तणाव लागू करा आणि 1 मिनिट धरून ठेवा.
संरक्षक सर्किटची सातत्य तपासत आहे
व्हिज्युअल तपासणीद्वारे पडताळणी केली जाते. मशीनच्या धातूच्या भागांची तपासणी केली जाते - मशीनच्या सर्व धातूच्या भागांमध्ये एक विश्वसनीय धातू कनेक्शन सुनिश्चित करणे आवश्यक आहे. धातूच्या भागांवर गंज नसताना, बोल्ट जोडणीच्या उपस्थितीत आणि आवश्यक असल्यास, क्रॉस सेक्शनसह तांबे वायरच्या स्वरूपात अतिरिक्त जंपर्सच्या उपस्थितीत उपकरणांच्या भागांमधील संपर्काच्या गुणवत्तेची हमी दिली जाऊ शकते. किमान 4 मिमी 2.
आवश्यक असल्यास (संपर्काच्या गुणवत्तेबद्दल शंका आहेत), नंतर मशीन हाऊसिंगसह पीई-कंडक्टर कनेक्शन आणि मशीनच्या कोणत्याही धातूच्या भागाच्या संपर्काच्या दरम्यान ओममीटरने प्रतिकार मोजला जातो.
यान्स्युकेविच व्ही.ए.