वेल्डिंग पॉवर सोर्स पॅरामीटर्स
 वेल्डिंग करंटच्या स्त्रोतांनी कंस स्थिर बर्न करणे, वेल्डिंग मोडची स्थिरता आणि प्रतिष्ठापनांची सुरक्षित देखभाल सुनिश्चित करणे आवश्यक आहे. या आवश्यकता वीज पुरवठा पॅरामीटर्सच्या योग्य निवडीद्वारे पूर्ण केल्या जातात: नो-लोड व्होल्टेज, बाह्य वैशिष्ट्ये, वेल्डिंग वर्तमान समायोजन पद्धत.
वेल्डिंग करंटच्या स्त्रोतांनी कंस स्थिर बर्न करणे, वेल्डिंग मोडची स्थिरता आणि प्रतिष्ठापनांची सुरक्षित देखभाल सुनिश्चित करणे आवश्यक आहे. या आवश्यकता वीज पुरवठा पॅरामीटर्सच्या योग्य निवडीद्वारे पूर्ण केल्या जातात: नो-लोड व्होल्टेज, बाह्य वैशिष्ट्ये, वेल्डिंग वर्तमान समायोजन पद्धत.
ओपन सर्किट व्होल्टेज विश्वसनीय आर्किंग आणि सेवेतील सुरक्षिततेच्या आधारावर निवडले जातात. व्होल्टेज वाढवण्यामुळे चाप मारणे सोपे होते, परंतु त्याच वेळी वेल्डरला दुखापत होण्याचा धोका वाढतो. याव्यतिरिक्त, AC पॉवर सप्लाय (वेल्डिंग ट्रान्सफॉर्मर) च्या ओपन सर्किट व्होल्टेजमध्ये वाढ झाल्यामुळे चुंबकीय प्रवाहात वाढ होते आणि cosφ मध्ये घट होते.
आर्क इग्निशन व्होल्टेज अल्टरनेटिंग करंट 50 - 55 V आहे, म्हणून ओपन सर्किट व्होल्टेज या मूल्यापेक्षा कमी असू शकत नाही. Uо मूल्यांची वरची मर्यादा सुरक्षिततेच्या परिस्थितीनुसार मर्यादित आहे आणि ती 60 - 75 V आहे आणि 2000 A वेल्डिंग ट्रान्सफॉर्मरसाठी ती 90 V पेक्षा जास्त नसावी.DC arcing कमी व्होल्टेजवर होते, सुमारे 30 - 40 V. DC सप्लाय करंटचे ओपन सर्किट व्होल्टेज 45 - 90 V च्या श्रेणीत असते.
इलेक्ट्रिकल उत्पादन (डिव्हाइस) चे बाह्य वैशिष्ट्य - या टर्मिनल्सशी जोडलेल्या लोडमधून वाहणाऱ्या विद्युत् उत्पादनाच्या (डिव्हाइस) टर्मिनल्सवरील व्होल्टेजचे अवलंबन. (GOST 18311-80).
वेल्डिंग उर्जा स्त्रोतांचे बाह्य वैशिष्ट्य म्हणजे त्याच्या आउटपुट टर्मिनल्सवरील व्होल्टेजवर अवलंबून राहणे. amperage भार

या अवलंबनाच्या स्वरूपानुसार, बाह्य वैशिष्ट्य असू शकते (चित्र 1):
१) पडणे,
२) अवघड,
3) वाढ.
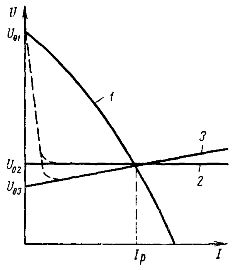
तांदूळ. 1. चाप उर्जा स्त्रोतांच्या बाह्य वैशिष्ट्यांचे प्रकार: 1 — घसरण, 2 — घन, 3 — वाढणे.
चाप आणि उर्जा स्त्रोत एक प्रणाली तयार करतात जी स्थिर समतोल असेल जर वर्तमान सामर्थ्यामध्ये यादृच्छिक बदल वेळेनुसार कमी झाले, म्हणजे, सिस्टम त्याच्या सुरुवातीच्या स्थितीत परत येईल.
स्थिर मोडमधील स्थिरतेची स्थिती या वस्तुस्थितीपर्यंत कमी केली जाते की कंसच्या स्थिर वैशिष्ट्यांच्या वर्तमान आणि ऑपरेटिंग पॉईंटवरील उर्जा स्त्रोताच्या संदर्भात व्होल्टेजच्या व्युत्पन्नांमधील फरक सकारात्मक आहे.
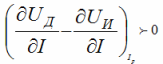
अट पाळली जाते जर घसरत्या चाप वैशिष्ट्यासह उर्जा स्त्रोताचे बाह्य वैशिष्ट्य अधिक घसरत असेल आणि वाढत्या चाप वैशिष्ट्यासह स्त्रोताचे बाह्य वैशिष्ट्य कमी वाढत असेल.
आकृती 2 पॉवर सोर्स 1 आणि आर्क 2 ची एकत्रित ड्रॉप वैशिष्ट्ये दर्शविते. ज्या क्षणी इलेक्ट्रोड वर्कपीसला स्पर्श करतो, शॉर्ट-सर्किट विद्युत प्रवाह पॉइंट a शी संबंधित वेल्डिंग सर्किटमधून वाहतो.जेव्हा इलेक्ट्रोड मागे घेतला जातो, तेव्हा एक चाप उद्भवते, वक्र 1 ते बिंदू b पर्यंत व्होल्टेज वाढते, कंसच्या स्थिर बर्निंगशी संबंधित.
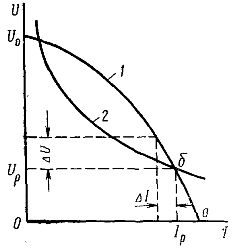
तांदूळ. 2. एकत्रित बाह्य उर्जा स्त्रोत वैशिष्ट्य (1) आणि चाप वर्तमान-व्होल्टेज वैशिष्ट्यपूर्ण (2).
खाली पडणारे बाह्य वैशिष्ट्य मॅन्युअल वेल्डिंग मशीनमध्ये वापरले जाते, जेथे कंसची लांबी बदलताना कंसची स्थिरता आणि वेल्डिंग करंटमध्ये लहान बदलाची हमी देणे आवश्यक आहे. ΔU (Fig. 2) विशिष्ट रकमेने कंसच्या लांबीमध्ये बदल झाल्यामुळे व्होल्टेजमध्ये बदल झाल्यामुळे ΔAz द्वारे वेल्डिंग करंटमध्ये थोडासा बदल होतो.
घसरणारे बाह्य वैशिष्ट्य शॉर्ट-सर्किट करंटचे एक लहान गुणक प्रदान करते, जे 1.4 पेक्षा जास्त नसावे. उच्च शॉर्ट-सर्किट प्रवाहांवर, उर्जा स्त्रोताला मोठ्या प्रमाणात ओव्हरलोड्सचा अनुभव येतो आणि मेटल स्पॅटरमुळे वेल्डिंगची गुणवत्ता आणि सेवा सुरक्षा बिघडते.
घन आणि वाढत्या वैशिष्ट्यांसह स्त्रोत बुडलेल्या चाप वेल्डिंगसाठी आणि संरक्षण वायूंमध्ये (आर्गॉन, कार्बन डायऑक्साइड) वापरले जातात.
बहुतेक प्रकरणांमध्ये, वीज पुरवठ्याचे घसरण बाह्य वैशिष्ट्य अधिक योग्य आहे. वेल्डिंग पॉवर स्त्रोतांमध्ये, हे स्त्रोतामध्येच व्होल्टेज ड्रॉपद्वारे किंवा वेल्डिंग सर्किटमध्ये समाविष्ट केलेल्या वेगळ्या प्रतिकाराने तयार केले जाते.
सर्वसाधारण बाबतीत, बाह्य वैशिष्ट्यपूर्ण समीकरण अरेखीय आहे आणि त्याचे स्वरूप आहे
जेथे Uo — पॉवर सोर्सचा ओपन-सर्किट व्होल्टेज, zd — अतिरिक्त रेझिस्टन्ससह पॉवर सोर्सचा एकूण समतुल्य रेझिस्टन्स, Azd — आर्क करंट.

वेगवेगळ्या जाडीचे भाग वेल्डिंग करताना आवश्यक वेल्डिंग करंटचे नियमन.या उद्देशासाठी, उर्जा स्त्रोत वेल्डिंग करंटच्या चरणबद्ध किंवा गुळगुळीत समायोजनासाठी उपकरणांसह सुसज्ज आहेत, जे भिन्न वैशिष्ट्यांवर ऑपरेशनची शक्यता प्रदान करतात (चित्र 3).
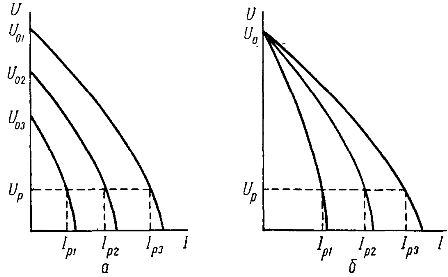
तांदूळ. 3. वेल्डिंग करंट समायोजित करताना आर्क उर्जा स्त्रोतांची बाह्य वैशिष्ट्ये: a — ओपन सर्किट व्होल्टेज बदलून Uo, b — समतुल्य प्रतिकार ze मध्ये बदल.
नियतकालिक मोडमध्ये वेल्डिंग पॉवर सोर्सवर्कच्या ऑपरेशनची पद्धत पीआरच्या सापेक्ष कालावधीद्वारे दर्शविली जाते, जी संपूर्ण कार्य चक्राच्या कालावधीपासून लोड अंतर्गत सतत ऑपरेशनच्या वेळेचा भाग आहे.
पीआर सहसा टक्केवारी म्हणून व्यक्त केला जातो
जेथे τp — लोड अंतर्गत सतत ऑपरेशनची वेळ, τn — विराम देण्याची वेळ, τc ही कार्य चक्राची वेळ आहे.
जर ब्रेक दरम्यान उर्जा स्त्रोत नेटवर्कमधून डिस्कनेक्ट झाला असेल तर ते पीआरच्या कालावधीबद्दल बोलत नाहीत, परंतु पीव्हीच्या सक्रियतेच्या कालावधीबद्दल बोलत नाहीत, जे ऑपरेशनच्या कालावधी (पीआर) प्रमाणेच निर्धारित केले जाते.
पीआरचा सापेक्ष कालावधी हा पॉवर स्त्रोताचा पासपोर्ट पॅरामीटर आहे, जो स्त्रोत आणि त्याचे ऑपरेशन निवडताना विचारात घेणे आवश्यक आहे. पासपोर्टच्या सापेक्ष पीआर ओलांडल्याने जास्त गरम होते आणि वेल्डिंग उपकरणांचे नुकसान होते.
जेव्हा स्त्रोत रेटेड मोडमध्ये कार्य करतो, तेव्हा अनुमत प्रवाह गुणोत्तराने निर्धारित केला जातो
जेथे निर्देशांक «n» हा नाममात्र पॅरामीटर्स आणि «d» वास्तविक मोड पॅरामीटर्सचा संदर्भ देतो. सतत मोडमध्ये PR = 100%.