इलेक्ट्रिक आर्क तयार करण्याची प्रक्रिया आणि ती विझवण्याच्या पद्धती
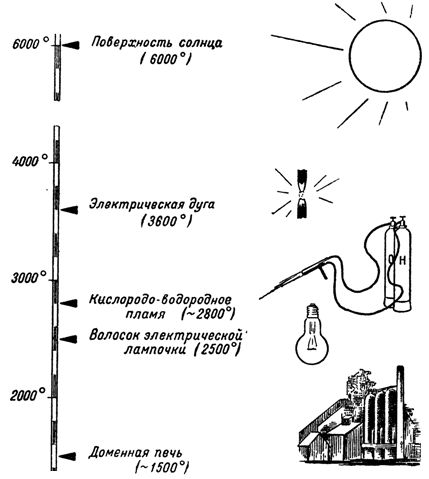
जेव्हा इलेक्ट्रिक सर्किट उघडले जाते तेव्हा इलेक्ट्रिक आर्कच्या स्वरूपात इलेक्ट्रिक डिस्चार्ज होतो. इलेक्ट्रिक आर्क दिसण्यासाठी, 0.1 ए किंवा त्याहून अधिक ऑर्डरच्या सर्किटमध्ये संपर्कांचे व्होल्टेज 10 V च्या वर असणे पुरेसे आहे. महत्त्वपूर्ण व्होल्टेज आणि प्रवाहांसह, चाप आत तापमान 3-15 हजार डिग्री सेल्सियसपर्यंत पोहोचू शकते, परिणामी संपर्क आणि थेट भाग वितळतात.
110 केव्ही आणि त्यावरील व्होल्टेजवर, कमानीची लांबी अनेक मीटरपर्यंत पोहोचू शकते. म्हणूनच, इलेक्ट्रिक आर्क, विशेषत: उच्च पॉवर सर्किट्समध्ये, 1 केव्हीपेक्षा जास्त व्होल्टेजसाठी एक मोठा धोका आहे, जरी गंभीर परिणाम 1 केव्हीपेक्षा कमी व्होल्टेजसाठी इंस्टॉलेशनमध्ये देखील होऊ शकतात. परिणामी, 1 kV वरील आणि खाली दोन्ही व्होल्टेजसाठी सर्किटमध्ये आर्किंग शक्य तितके असणे आवश्यक आहे आणि त्वरीत विझवणे आवश्यक आहे.
इलेक्ट्रिक आर्किंगची कारणे
 इलेक्ट्रिक आर्क तयार करण्याची प्रक्रिया खालीलप्रमाणे सरलीकृत केली जाऊ शकते.जेव्हा संपर्क वेगळे होतात तेव्हा प्रथम संपर्क दाब कमी होतो आणि संपर्क पृष्ठभाग त्यानुसार वाढते, संक्रमण प्रतिकार (वर्तमान घनता आणि तापमान — स्थानिक (संपर्क क्षेत्राच्या विशिष्ट भागात) जास्त गरम होणे सुरू होते, जे थर्मिओनिक रेडिएशनमध्ये पुढे योगदान देते, जेव्हा उच्च तापमानाच्या प्रभावाखाली इलेक्ट्रॉनची गती वाढते आणि ते इलेक्ट्रोडच्या पृष्ठभागावरून फुटतात.
इलेक्ट्रिक आर्क तयार करण्याची प्रक्रिया खालीलप्रमाणे सरलीकृत केली जाऊ शकते.जेव्हा संपर्क वेगळे होतात तेव्हा प्रथम संपर्क दाब कमी होतो आणि संपर्क पृष्ठभाग त्यानुसार वाढते, संक्रमण प्रतिकार (वर्तमान घनता आणि तापमान — स्थानिक (संपर्क क्षेत्राच्या विशिष्ट भागात) जास्त गरम होणे सुरू होते, जे थर्मिओनिक रेडिएशनमध्ये पुढे योगदान देते, जेव्हा उच्च तापमानाच्या प्रभावाखाली इलेक्ट्रॉनची गती वाढते आणि ते इलेक्ट्रोडच्या पृष्ठभागावरून फुटतात.
संपर्क विभक्त होण्याच्या क्षणी, म्हणजे, सर्किट तुटलेला आहे, संपर्क अंतरामध्ये व्होल्टेज त्वरीत पुनर्संचयित केले जाते. या प्रकरणात संपर्कांमधील अंतर लहान असल्याने, तेथे आहे विद्युत क्षेत्र उच्च व्होल्टेज ज्याच्या प्रभावाखाली इलेक्ट्रोडच्या पृष्ठभागावरून इलेक्ट्रॉन मागे घेतले जातात. ते विद्युत क्षेत्रामध्ये गती वाढवतात आणि जेव्हा ते तटस्थ अणूला मारतात तेव्हा ते त्यांना त्यांची गतीज ऊर्जा देतात. जर ही ऊर्जा तटस्थ अणूच्या शेलमधून किमान एक इलेक्ट्रॉन फाडण्यासाठी पुरेशी असेल, तर आयनीकरणाची प्रक्रिया होते.
तयार झालेले मुक्त इलेक्ट्रॉन आणि आयन कंस ट्रंकचा प्लाझ्मा बनवतात, म्हणजेच आयनीकृत चॅनेल ज्यामध्ये कंस जळतो आणि कणांची सतत हालचाल सुनिश्चित केली जाते. या प्रकरणात, नकारात्मक चार्ज केलेले कण, प्रामुख्याने इलेक्ट्रॉन, एका दिशेने (एनोडच्या दिशेने), आणि एक किंवा अधिक इलेक्ट्रॉनपासून वंचित वायूंचे अणू आणि रेणू - सकारात्मक चार्ज केलेले कण - विरुद्ध दिशेने (कॅथोडच्या दिशेने).
 प्लाझ्मा चालकता धातूंच्या जवळ असते.
प्लाझ्मा चालकता धातूंच्या जवळ असते.
चाप शाफ्टमध्ये मोठा प्रवाह वाहतो आणि उच्च तापमान तयार होते.चाप सिलेंडरच्या या तापमानामुळे थर्मल आयनीकरण होते - रेणू आणि अणूंच्या उच्च गतिज उर्जेसह त्यांच्या हालचालीच्या उच्च गतीने टक्कर झाल्यामुळे आयन तयार होण्याची प्रक्रिया (ज्या माध्यमाचे रेणू आणि अणू कंस जळतात ते इलेक्ट्रॉनमध्ये विघटित होतात आणि सकारात्मक चार्ज केलेले आयन). तीव्र थर्मल आयनीकरण उच्च प्लाझ्मा चालकता राखते. म्हणून, चाप बाजूने व्होल्टेज ड्रॉप लहान आहे.
इलेक्ट्रिक आर्कमध्ये, दोन प्रक्रिया सतत घडत असतात: आयनीकरण व्यतिरिक्त, अणू आणि रेणूंचे विआयनीकरण देखील. नंतरचे मुख्यतः प्रसाराद्वारे होते, म्हणजे, चार्ज केलेल्या कणांचे वातावरणात हस्तांतरण आणि इलेक्ट्रॉन आणि सकारात्मक चार्ज आयन यांचे पुनर्संयोजन, जे त्यांच्या विघटनावर खर्च केलेल्या उर्जेच्या परताव्यासह तटस्थ कणांमध्ये पुन्हा एकत्र होतात. या प्रकरणात, उष्णता वातावरणात काढून टाकली जाते.
अशाप्रकारे, विचारात घेतलेल्या प्रक्रियेचे तीन टप्पे वेगळे केले जाऊ शकतात: चाप इग्निशन, जेव्हा शॉक आयनीकरण आणि कॅथोडमधून इलेक्ट्रॉन उत्सर्जनामुळे, एक चाप डिस्चार्ज सुरू होतो आणि आयनीकरणाची तीव्रता डीआयनायझेशनपेक्षा जास्त असते, कंस स्थिर बर्निंगद्वारे समर्थित आहे. कंस सिलेंडरमधील थर्मल आयनीकरण जेव्हा आयनीकरण आणि डीआयनायझेशनची तीव्रता समान असते, जेव्हा डीआयनायझेशनची तीव्रता आयनीकरणापेक्षा जास्त असते तेव्हा कंस अदृश्य होतो.
इलेक्ट्रिकल स्विचिंग उपकरणांमध्ये चाप विझविण्याच्या पद्धती
इलेक्ट्रिकल सर्किटचे घटक डिस्कनेक्ट करण्यासाठी आणि स्विचिंग डिव्हाइसचे नुकसान वगळण्यासाठी, केवळ त्याचे संपर्क उघडणेच नव्हे तर त्यांच्या दरम्यान दिसणारी चाप विझवणे देखील आवश्यक आहे. चाप विझविण्याच्या प्रक्रिया, तसेच बर्निंग, पर्यायी प्रवाह आणि थेट प्रवाह भिन्न आहेत.हे या वस्तुस्थितीद्वारे निश्चित केले जाते की पहिल्या प्रकरणात कंसमधील विद्युत् प्रवाह प्रत्येक अर्ध्या चक्रात शून्यातून जातो. या वेळी, कंसमधील ऊर्जा सोडणे थांबते आणि चाप उत्स्फूर्तपणे विझतो आणि नंतर प्रत्येक वेळी पुन्हा प्रज्वलित होतो.
व्यवहारात, चापमधील विद्युत् प्रवाह शून्य क्रॉसिंगपेक्षा किंचित आधी शून्याच्या जवळ होतो, कारण प्रवाह कमी होताना, कंसला पुरवलेली ऊर्जा कमी होते आणि कंसचे तापमान त्यानुसार कमी होते आणि थर्मल आयनीकरण थांबते. या प्रकरणात, कंस अंतरामध्ये डीआयनीकरण प्रक्रिया तीव्रतेने चालू राहते. आपण यावेळी संपर्क उघडल्यास आणि त्वरीत उघडल्यास, नंतरचे विद्युत व्यत्यय येऊ शकत नाही आणि सर्किट आर्किंगशिवाय डिस्कनेक्ट केले जाईल. सराव मध्ये, तथापि, हे करणे अत्यंत कठीण आहे, आणि म्हणून कंस नष्ट होण्याच्या प्रक्रियेस गती देण्यासाठी, चाप जागा थंड करणे सुनिश्चित करण्यासाठी आणि चार्ज केलेल्या कणांची संख्या कमी करण्यासाठी विशेष उपाययोजना केल्या जातात.
डीआयोनायझेशनच्या परिणामी, अंतराची डायलेक्ट्रिक ताकद हळूहळू वाढते आणि त्याच वेळी त्यातील पुनर्प्राप्ती व्होल्टेज वाढते. या मूल्यांचे गुणोत्तर पुढील अर्ध्या कालावधीत इंद्रधनुष्य उजळेल की नाही यावर अवलंबून असते. जर अंतराची डायलेक्ट्रिक ताकद वेगाने वाढली आणि रिकव्हरी व्होल्टेजपेक्षा जास्त असेल, तर चाप यापुढे प्रज्वलित होणार नाही, अन्यथा एक स्थिर चाप प्रदान केला जाईल. पहिली अट कंस शमन समस्येची व्याख्या करते.
स्विचगियरमध्ये चाप शमन करण्याच्या वेगवेगळ्या पद्धती वापरल्या जातात.
चाप वाढवत आहे
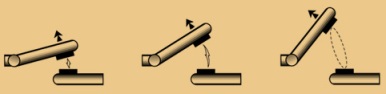
इलेक्ट्रिकल सर्किटच्या डिस्कनेक्शन दरम्यान संपर्क वळल्यास, परिणामी चाप ताणला जातो.त्याच वेळी, चापची थंड स्थिती सुधारली जाते कारण त्याच्या पृष्ठभागाचे क्षेत्रफळ वाढते आणि बर्न करण्यासाठी अधिक व्होल्टेज आवश्यक असते.
लहान चापांच्या मालिकेत एक लांब चाप विभाजित करणे
संपर्क उघडल्यावर तयार होणारा चाप K शॉर्ट आर्क्समध्ये विभागला गेला असेल, उदाहरणार्थ मेटल ग्रिडमध्ये ओढून, तो विझून जाईल. सामान्यतः, ग्रिड प्लेट्समध्ये एडी करंट्सद्वारे प्रेरित इलेक्ट्रोमॅग्नेटिक फील्डच्या प्रभावाखाली चाप धातूच्या ग्रिडमध्ये आणला जातो. चाप शमन करण्याची ही पद्धत 1 kV पेक्षा कमी व्होल्टेजसाठी स्विचगियरमध्ये मोठ्या प्रमाणावर वापरली जाते, विशेषतः स्वयंचलित एअर स्विचमध्ये.
अरुंद स्लॉटमध्ये आर्क कूलिंग
लहान चाप विझवण्याची सोय आहे. म्हणून, मध्ये डिव्हाइसेस स्विच करणे रेखांशाचा स्लॉट असलेले आर्क च्युट्स मोठ्या प्रमाणावर वापरले जातात (अशा स्लॉटचा अक्ष आर्क सिलेंडरच्या अक्षाशी एकरूप होतो). असे अंतर सामान्यतः इन्सुलेट आर्क-प्रतिरोधक सामग्रीपासून बनवलेल्या चेंबरमध्ये तयार होते. थंड पृष्ठभागांसह चापच्या संपर्कामुळे, त्याचे तीव्र शीतकरण होते, वातावरणात चार्ज केलेल्या कणांचा प्रसार आणि त्यानुसार, जलद डीआयनीकरण होते.
सपाट-समांतर भिंती असलेल्या स्लॉट्स व्यतिरिक्त, रिब्स, प्रोट्रेशन्स, विस्तार (पॉकेट्स) असलेले स्लॉट देखील वापरले जातात. हे सर्व कंस सिलेंडरचे विकृतीकरण करते आणि चेंबरच्या थंड भिंतींशी त्याच्या संपर्काचे क्षेत्र वाढवते.
चाप सामान्यत: कमानीशी संवाद साधणाऱ्या चुंबकीय क्षेत्राद्वारे अरुंद स्लॉटमध्ये काढला जातो, ज्याला विद्युत प्रवाह वाहून नेणारा कंडक्टर म्हणून विचार केला जाऊ शकतो.
बाह्य चुंबकीय क्षेत्र चाप हलविण्यासाठी बहुतेक वेळा कॉइल जोडलेल्या कॉइलद्वारे प्रदान केली जाते ज्यामध्ये चाप येतो.सर्व व्होल्टेजसाठी उपकरणांमध्ये अरुंद स्लॉट आर्क क्वेंचिंगचा वापर केला जातो.

उच्च दाब चाप extinguishing
 स्थिर तापमानात, वाढत्या दाबाने गॅस आयनीकरणाची डिग्री कमी होते, तर वायूची थर्मल चालकता वाढते. इतर सर्व गोष्टी समान असल्याने, यामुळे चाप कूलिंग सुधारते. उच्च दाबाने विझवणारा चाप, जो चाप स्वतः घट्ट बंद चेंबरमध्ये तयार करतो, फ्यूज आणि इतर अनेक उपकरणांमध्ये मोठ्या प्रमाणावर वापरला जातो.
स्थिर तापमानात, वाढत्या दाबाने गॅस आयनीकरणाची डिग्री कमी होते, तर वायूची थर्मल चालकता वाढते. इतर सर्व गोष्टी समान असल्याने, यामुळे चाप कूलिंग सुधारते. उच्च दाबाने विझवणारा चाप, जो चाप स्वतः घट्ट बंद चेंबरमध्ये तयार करतो, फ्यूज आणि इतर अनेक उपकरणांमध्ये मोठ्या प्रमाणावर वापरला जातो.
तेल मध्ये चाप quenching
तर संपर्क बदलत आहे तेलात ठेवलेले, ते उघडल्यावर उद्भवणाऱ्या चापमुळे तेलाचे तीव्र बाष्पीभवन होते. परिणामी, कमानीभोवती गॅस बबल (लिफाफा) तयार होतो, ज्यामध्ये मुख्यतः हायड्रोजन (70 ... 80%), तसेच तेल वाफ असते. उत्सर्जित वायू थेट आर्क सिलेंडरच्या क्षेत्रामध्ये उच्च वेगाने प्रवेश करतात, फुग्यामध्ये थंड आणि गरम वायूचे मिश्रण करतात, तीव्र शीतकरण प्रदान करतात आणि त्यानुसार, आर्क गॅपचे डीआयनीकरण होते. याव्यतिरिक्त, वायूंच्या डीआयोनाइजिंग क्षमतेमुळे तेलाच्या जलद विघटनादरम्यान तयार झालेल्या बबलच्या आत दाब वाढतो.
तेलातील चाप विझविण्याच्या प्रक्रियेची तीव्रता जितकी जास्त असेल तितकी चाप तेलाच्या संपर्कात येईल आणि तेल चापाच्या सापेक्ष वेगाने फिरेल. हे दिल्यास, चाप अंतर एका बंद इन्सुलेटिंग यंत्राद्वारे मर्यादित केले जाते - चाप चुट... या चेंबर्समध्ये, तेलाचा कमानीशी जवळचा संपर्क तयार होतो आणि इन्सुलेट प्लेट्स आणि डिस्चार्ज होलच्या मदतीने कार्यरत वाहिन्या तयार होतात. ज्याद्वारे तेल आणि वायूंची हालचाल, कंसचा गहन ब्लोआउट (ब्लोआउट) प्रदान करते.
 आर्क च्युट्स ऑपरेशनच्या तत्त्वानुसार, ते तीन मुख्य गटांमध्ये विभागले गेले आहेत: स्वत: ची फुंकणे, जेव्हा कंसमध्ये सोडल्या जाणार्या ऊर्जेमुळे कमानीच्या क्षेत्रामध्ये उच्च दाब आणि वायूच्या हालचालीचा वेग तयार होतो. विशेष पंपिंग हायड्रॉलिक मेकॅनिझमच्या मदतीने तेल फुंकणे, तेलात चुंबकीय शमन करणे, जेव्हा चाप चुंबकीय क्षेत्राच्या प्रभावाखाली असतो तेव्हा ते अरुंद अंतरांमध्ये जाते.
आर्क च्युट्स ऑपरेशनच्या तत्त्वानुसार, ते तीन मुख्य गटांमध्ये विभागले गेले आहेत: स्वत: ची फुंकणे, जेव्हा कंसमध्ये सोडल्या जाणार्या ऊर्जेमुळे कमानीच्या क्षेत्रामध्ये उच्च दाब आणि वायूच्या हालचालीचा वेग तयार होतो. विशेष पंपिंग हायड्रॉलिक मेकॅनिझमच्या मदतीने तेल फुंकणे, तेलात चुंबकीय शमन करणे, जेव्हा चाप चुंबकीय क्षेत्राच्या प्रभावाखाली असतो तेव्हा ते अरुंद अंतरांमध्ये जाते.
 सर्वात प्रभावी आणि साधे सेल्फ-इन्फ्लेटिंग आर्क च्युट्स... चॅनेल आणि एक्झॉस्ट ओपनिंगच्या स्थानावर अवलंबून, चेंबर्स वेगळे केले जातात ज्यामध्ये वायू-वाफेचे मिश्रण आणि तेल चापच्या प्रवाहासोबत (रेखांशाचा फुंकणे) किंवा चाप द्वारे (ट्रान्सव्हर्स फुंकणे) प्रदान केले जाते). 1 kV वरील व्होल्टेजसाठी सर्किट ब्रेकरमध्ये विचारात घेतलेल्या चाप विझविण्याच्या पद्धती मोठ्या प्रमाणावर वापरल्या जातात.
सर्वात प्रभावी आणि साधे सेल्फ-इन्फ्लेटिंग आर्क च्युट्स... चॅनेल आणि एक्झॉस्ट ओपनिंगच्या स्थानावर अवलंबून, चेंबर्स वेगळे केले जातात ज्यामध्ये वायू-वाफेचे मिश्रण आणि तेल चापच्या प्रवाहासोबत (रेखांशाचा फुंकणे) किंवा चाप द्वारे (ट्रान्सव्हर्स फुंकणे) प्रदान केले जाते). 1 kV वरील व्होल्टेजसाठी सर्किट ब्रेकरमध्ये विचारात घेतलेल्या चाप विझविण्याच्या पद्धती मोठ्या प्रमाणावर वापरल्या जातात.
1 kV वरील व्होल्टेजसाठी उपकरणांमधील चाप विझविण्याच्या इतर पद्धती
 चाप विझवण्याच्या वरील पद्धतींव्यतिरिक्त, ते देखील वापरतात: संकुचित हवा, ज्याचा प्रवाह कंस बाजूने किंवा ओलांडून वाहतो, ज्यामुळे त्याची तीव्र थंडता सुनिश्चित होते (हवेऐवजी, इतर वायू वापरल्या जातात, बहुतेकदा घन वायू निर्मितीपासून प्राप्त होतात. साहित्य — फायबर, विनाइल प्लास्टिक इ. — जळत्या चापानेच त्यांचे विघटन करण्याच्या खर्चावर), SF6 (सल्फर हेक्साफ्लोराइड), ज्याची विद्युत शक्ती हवा आणि हायड्रोजनपेक्षा जास्त असते, परिणामी या वायूमध्ये जळणारा चाप, अगदी वातावरणीय दाबावरही, त्वरीत विझतो, संपर्क उघडल्यावर अत्यंत दुर्मिळ वायू (व्हॅक्यूम), ज्यामध्ये चाप शून्यातून विद्युतप्रवाहाचा पहिला रस्ता गेल्यानंतर प्रज्वलित होत नाही (विझत नाही).
चाप विझवण्याच्या वरील पद्धतींव्यतिरिक्त, ते देखील वापरतात: संकुचित हवा, ज्याचा प्रवाह कंस बाजूने किंवा ओलांडून वाहतो, ज्यामुळे त्याची तीव्र थंडता सुनिश्चित होते (हवेऐवजी, इतर वायू वापरल्या जातात, बहुतेकदा घन वायू निर्मितीपासून प्राप्त होतात. साहित्य — फायबर, विनाइल प्लास्टिक इ. — जळत्या चापानेच त्यांचे विघटन करण्याच्या खर्चावर), SF6 (सल्फर हेक्साफ्लोराइड), ज्याची विद्युत शक्ती हवा आणि हायड्रोजनपेक्षा जास्त असते, परिणामी या वायूमध्ये जळणारा चाप, अगदी वातावरणीय दाबावरही, त्वरीत विझतो, संपर्क उघडल्यावर अत्यंत दुर्मिळ वायू (व्हॅक्यूम), ज्यामध्ये चाप शून्यातून विद्युतप्रवाहाचा पहिला रस्ता गेल्यानंतर प्रज्वलित होत नाही (विझत नाही).