इलेक्ट्रिकल मशीनच्या विंडिंगचे ड्रायर इन्सुलेशन
 जेव्हा विंडिंग्ज आणि इतर थेट भागांचे इन्सुलेशन ओले होते तेव्हा इलेक्ट्रिकल मशीन कोरडे होतात, उदाहरणार्थ वाहतूक, स्टोरेज, स्थापना आणि दुरुस्ती दरम्यान तसेच जेव्हा युनिट बराच काळ बंद होते.
जेव्हा विंडिंग्ज आणि इतर थेट भागांचे इन्सुलेशन ओले होते तेव्हा इलेक्ट्रिकल मशीन कोरडे होतात, उदाहरणार्थ वाहतूक, स्टोरेज, स्थापना आणि दुरुस्ती दरम्यान तसेच जेव्हा युनिट बराच काळ बंद होते.
विशेष गरजेशिवाय इलेक्ट्रिकल मशीनच्या विंडिंग्सचे इन्सुलेशन कोरडे केल्याने अतिरिक्त अन्यायकारक खर्च होतो आणि जर कोरडे मोड योग्यरित्या राखला गेला नाही तर, शिवाय, विंडिंगचे नुकसान होते.
कोरडे करण्याचा हेतू म्हणजे विंडिंग्सच्या इन्सुलेशनमधून ओलावा काढून टाकणे आणि विद्युत यंत्रास चालवता येईल अशा मूल्यापर्यंत प्रतिकार वाढवणे. 10 - 30 डिग्री सेल्सिअस तापमानात किमान 0.5 MΩ असणे आवश्यक आहे.
 नवीन स्थापित केलेल्या इलेक्ट्रिकल मशीनसाठी, हे मूल्य टेबलमध्ये दिलेल्या मूल्यांपेक्षा कमी नसावे. 2, आणि 2 kV पेक्षा जास्त किंवा 1000 kW पेक्षा जास्त व्होल्टेज असलेल्या इलेक्ट्रिक मोटर्ससाठी, त्याव्यतिरिक्त, हे megohmmeter ने निश्चित करणे आवश्यक आहे शोषण गुणांक प्रमाण ka6c किंवा R60 / R15.
नवीन स्थापित केलेल्या इलेक्ट्रिकल मशीनसाठी, हे मूल्य टेबलमध्ये दिलेल्या मूल्यांपेक्षा कमी नसावे. 2, आणि 2 kV पेक्षा जास्त किंवा 1000 kW पेक्षा जास्त व्होल्टेज असलेल्या इलेक्ट्रिक मोटर्ससाठी, त्याव्यतिरिक्त, हे megohmmeter ने निश्चित करणे आवश्यक आहे शोषण गुणांक प्रमाण ka6c किंवा R60 / R15.
प्राप्त केलेला डेटा इन्सुलेशनची असमाधानकारक स्थिती दर्शवित असल्यास, इलेक्ट्रिकल मशीन वाळलेल्या आहेत.
इलेक्ट्रिकल मशीन विंडिंगच्या इन्सुलेशनमधून ओलावा काढून टाकणे हे प्रसारामुळे होते, ज्यामुळे ओलावा वळणाच्या उबदार भागापासून थंड भागाकडे उष्णतेच्या प्रवाहाच्या दिशेने जातो.
आर्द्रतेची हालचाल इन्सुलेशनच्या विविध स्तरांमधील आर्द्रतेतील फरकामुळे होते, जास्त आर्द्रता असलेल्या थरांपासून ओलावा कमी आर्द्रता असलेल्या स्तरांवर जातो. आर्द्रता कमी होणे, यामधून, तापमानात घट झाल्यामुळे आहे. तापमानातील फरक जितका जास्त असेल तितका इन्सुलेशन कोरडे होईल. उदाहरणार्थ, कॉइलच्या आतील भागांना विद्युतप्रवाहाने गरम करून, इन्सुलेशनच्या आतील आणि बाहेरील स्तरांमध्ये तापमानाचा फरक निर्माण करणे शक्य आहे आणि त्यामुळे कोरडे होण्याच्या प्रक्रियेस गती मिळते.
कोरडे होण्यास गती देण्यासाठी, मर्यादेच्या तापमानापर्यंत गरम केलेले कॉइल वेळोवेळी सभोवतालच्या तापमानात थंड केले जाणे आवश्यक आहे. म्हणून, थर्मल डिफ्यूजनची कार्यक्षमता जास्त आहे, इन्सुलेशनच्या पृष्ठभागाच्या थरांना जलद थंड केले जाते.
विभाग. 1. इलेक्ट्रिक मशीनसाठी अंदाजे कोरडे वेळ
इलेक्ट्रिक कार तापमानापर्यंत पोहोचण्यासाठी किमान वेळ, h, वाळवण्याची वेळ, h 50 ° C 70 ° C स्थिर इन्सुलेशन प्रतिरोध गाठल्यानंतर सामान्य किमान, MOhm लहान आणि मध्यम शक्ती 2 — 3 5 — 7 15 — 20
3 — 5
हाय पॉवर ओपन डिझाइन 10 — 16 15 — 25 40 — 60 5 — 10 हाय पॉवर बंद डिझाइन 20 — 30 25 — 50 70-100
10 — 15
कोरडे प्रक्रियेदरम्यान, कॉइल आणि स्टील हळूहळू गरम करणे आवश्यक आहे, कारण जलद गरम केल्याने यंत्राच्या अंतर्गत भागांचे तापमान धोकादायक मूल्यापर्यंत पोहोचू शकते, तर बाह्य भाग गरम करणे अद्याप नगण्य असेल.
 कोरडे असताना कॉइलच्या तापमानात वाढ होण्याचा दर 4 - 5 डिग्री सेल्सियस प्रति तास पेक्षा जास्त नसावा. ग्राहक इलेक्ट्रिकल इंस्टॉलेशन्सच्या PTE नुसार, 660 V पर्यंत व्होल्टेज असलेल्या इलेक्ट्रिकल मशीनच्या विंडिंगसाठी मशीन बॉडी आणि विंडिंग्सच्या दरम्यान इन्सुलेशन प्रतिरोधनाचे मोजमाप केले जाते. megohmmeter 1000 V सह, आणि इलेक्ट्रिक मशीनसाठी व्होल्टेज 660 V पेक्षा जास्त आहे — 2500 V वर मेगाहॅममीटरसह.
कोरडे असताना कॉइलच्या तापमानात वाढ होण्याचा दर 4 - 5 डिग्री सेल्सियस प्रति तास पेक्षा जास्त नसावा. ग्राहक इलेक्ट्रिकल इंस्टॉलेशन्सच्या PTE नुसार, 660 V पर्यंत व्होल्टेज असलेल्या इलेक्ट्रिकल मशीनच्या विंडिंगसाठी मशीन बॉडी आणि विंडिंग्सच्या दरम्यान इन्सुलेशन प्रतिरोधनाचे मोजमाप केले जाते. megohmmeter 1000 V सह, आणि इलेक्ट्रिक मशीनसाठी व्होल्टेज 660 V पेक्षा जास्त आहे — 2500 V वर मेगाहॅममीटरसह.
तथापि, GOST 11828 — 75 नुसार, 500 V पर्यंतच्या रेट केलेल्या व्होल्टेजसाठी इलेक्ट्रिकल मशीनच्या विंडिंगचा प्रतिकार 500 V साठी डिझाइन केलेल्या मेगाहॅममीटरने मोजला जातो, पेक्षा जास्त रेट केलेल्या व्होल्टेजसाठी इलेक्ट्रिकल मशीनच्या विंडिंगचा 500 V — 1000 V साठी megohmmeter सह. म्हणून, PTEs काही प्रमाणात megohmmeter सह इन्सुलेशन तपासण्यासाठी आवश्यकता घट्ट करतात.
इन्सुलेशन प्रतिकार मापन 75 डिग्री सेल्सिअसच्या वळण तापमानात तयार केले जाते. जर विंडिंग्सचा इन्सुलेशन प्रतिरोध वेगळ्या तापमानात मोजला गेला असेल, परंतु 10 डिग्री सेल्सिअसपेक्षा कमी नसेल, तर ते 75 डिग्री सेल्सिअस तापमानात रूपांतरित केले जाऊ शकते.
इलेक्ट्रिकल मशीनच्या विंडिंगचे इन्सुलेशन कोरडे करण्यापूर्वी, खोली मलबा, धूळ आणि घाणांपासून स्वच्छ करणे आवश्यक आहे. इलेक्ट्रिकल मशीन काळजीपूर्वक तपासल्या पाहिजेत आणि संकुचित हवेने उडवल्या पाहिजेत. कोरडे असताना, विद्युत मशीनच्या प्रत्येक वळणाचा यंत्राच्या ग्राउंड बॉडीमध्ये आणि विंडिंग्सच्या दरम्यान (चित्र 1) इन्सुलेशन प्रतिरोध मोजा.
प्रत्येक वेळी मोजमाप करण्यापूर्वी इन्सुलेशनमधील अवशिष्ट शुल्क काढून टाकणे आवश्यक आहे; या साठी वळण 3 - 4 मिनिटे गृहनिर्माण करण्यासाठी earthed आहे. याव्यतिरिक्त, इलेक्ट्रिकल मशीन्सचे विंडिंग्स कोरडे करताना, विंडिंग्सचे तापमान, सभोवतालची हवा आणि कोरडे प्रवाह मोजणे आवश्यक आहे. प्रॅक्टिसमध्ये, इलेक्ट्रिकल मशीन्सचे विंडिंग कोरडे केल्यामुळे, 750 डिग्री सेल्सिअस तापमानात इन्सुलेशन प्रतिरोध टेबलमधील डेटापेक्षा कमी नसावा. 2.
विभाग. 2. कोरडे झाल्यानंतर इलेक्ट्रिकल मशीनच्या विंडिंगचा सर्वात लहान परवानगीयोग्य इन्सुलेशन प्रतिरोध
यंत्रे किंवा त्यांचे भाग कार्यरत व्होल्टेजसह अल्टरनेटिंग करंट मशीनचे सर्वात लहान परवानगीयोग्य इन्सुलेशन रेझिस्टन्स स्टेटर्स: 1 kV वर्किंग व्होल्टेजवर 1000 V 1 megohm पेक्षा जास्त 1 kV वर 1000 V 0.5 MOhm पर्यंत DC मशीनचे आर्मेचर 750 पर्यंत व्होल्टेजसह एसिंक्रोनस आणि सिंक्रोनस इलेक्ट्रिक मोटर्सच्या 1 केव्ही रोटर्ससाठी 1 MOhm सह (संपूर्ण एक्झिटेशन सर्किटसह) 1 MΩ प्रति 1 kV, परंतु 0.2 पेक्षा कमी नाही - 0.5 MΩ इलेक्ट्रिक मोटर्स ज्याचे व्होल्टेज 3000 V आणि अधिक आहे: स्टेटर्स 1 MOhm वर kV रोटर्स 0.2 MOhm वर 1 kV 
स्टीलमधील इंडक्शन लॉसच्या पद्धतीद्वारे इलेक्ट्रिकल मशीनच्या विंडिंग्स सुकवणे
अलिकडच्या वर्षांत, स्थिर मशीनसह स्टेटर स्टीलमध्ये इंडक्शन लॉसद्वारे इलेक्ट्रिक मोटर्स सुकविण्यासाठी तर्कसंगत पद्धती सुरू केल्या गेल्या आहेत, ज्या थेट विंडिंग्समध्ये प्रवाहाच्या जाण्याशी संबंधित नाहीत. या कोरड्या पद्धतीमध्ये, दोन प्रकार आहेत: स्टेटरच्या सक्रिय स्टीलमधील तोटा आणि स्टेटर हाऊसिंगमधील तोटा.
इलेक्ट्रिक मोटर्सचे गरम करणे चुंबकीकरण रिव्हर्सलमुळे झालेल्या नुकसानामुळे होते आणि एडी प्रवाह एसी इलेक्ट्रिक मोटरच्या स्टेटरच्या सक्रिय स्टीलमध्ये किंवा स्टेटर कोर आणि मशीन केसिंगमधील मशीनमध्ये तयार होणाऱ्या वैकल्पिक चुंबकीय प्रवाहापासून डीसी मशीनच्या इंडक्टरमध्ये.
परिवर्तनीय चुंबकीय प्रवाह यंत्राच्या बाहेरील पृष्ठभागावर (Fig. 1, a) किंवा बॉडी आणि बेअरिंग शील्ड (Fig. 1, b) वर खेचून यंत्राच्या बाह्य पृष्ठभागावर विशेष चुंबकीय कॉइलच्या जखमेद्वारे तयार केले जाते, पर्यायी चुंबकीय फ्लक्स तयार केला जाऊ शकतो आणि स्टेटरच्या सक्रिय स्टील आणि इलेक्ट्रिक मशीनच्या शरीरात प्रेरण तोटा (चित्र 1, c).
स्टेटरच्या चुंबकीय वळणांना वारा देण्यासाठी इंडक्शन किंवा सिंक्रोनस मशीनचे रोटर काढून टाकणे आवश्यक आहे.
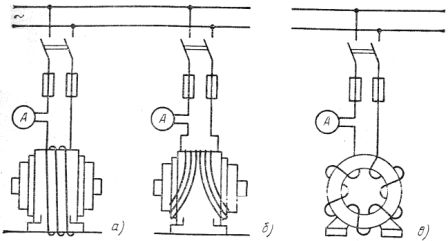
तांदूळ. 1. स्टीलमधील इंडक्शन लॉसमुळे इलेक्ट्रिक मशीन सुकवणे: o -मशीन हाऊसिंगमध्ये, b — हाउसिंग आणि बेअरिंग शील्डमध्ये, c — स्टेटरच्या हाउसिंग आणि सक्रिय स्टीलमध्ये
चुंबकीय कॉइल इन्सुलेटेड वायरसह बनविली जाते, क्रॉस सेक्शन आणि वळणांची संख्या संबंधित गणनाद्वारे निर्धारित केली जाते.
कोरडे होण्याच्या प्रक्रियेत, पहिल्या कोरड्या कालावधीत इलेक्ट्रिकल मशीनच्या विंडिंग्सचा इन्सुलेशन प्रतिरोध कमी होतो, नंतर वाढतो आणि विशिष्ट मूल्यापर्यंत पोहोचतो, स्थिर होतो. कोरडे होण्याच्या सुरूवातीस, इन्सुलेशन प्रतिरोध दर 30 मिनिटांनी मोजला जातो आणि जेव्हा स्थिर-अवस्थेचे तापमान गाठले जाते तेव्हा दर तासाला.
परिणाम कोरडे डायरीमध्ये रेकॉर्ड केले जातात आणि त्याच वेळी कोरडे वेळेवर विंडिंग्सच्या इन्सुलेशन प्रतिरोध आणि तापमानाच्या अवलंबनासाठी वक्र (चित्र 2) काढले जातात.विद्युत यंत्र पूर्णपणे थंड होईपर्यंत इन्सुलेशन प्रतिरोधकता, वळणाचे तापमान आणि सभोवतालचे तापमान मोजणे चालू राहते.
3 ते 5 तास स्थिर तापमानात इन्सुलेशन प्रतिरोध व्यावहारिकपणे बदलत नाही आणि ka6c किमान 1.3 आहे तेव्हा इलेक्ट्रिक मशीनच्या विंडिंग्सचे कोरडे करणे थांबवले जाते.
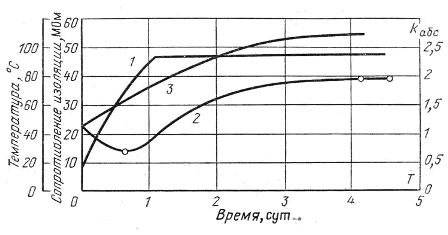
तांदूळ. 2. इन्सुलेशन रेझिस्टन्स 2 च्या अवलंबनाचे वक्र, शोषण गुणांक 3 आणि इलेक्ट्रिक मशीनच्या वळण 1 चे तापमान कोरडे होण्याच्या कालावधीवर

कोरड्या ओव्हनमध्ये इलेक्ट्रिक मोटर्सच्या विंडिंगचे इन्सुलेशन कोरडे करणे