मोजण्याचे साधन - व्हर्नियर, मायक्रोमीटर, मेटल कंपास आणि मेटल शासक
दुरुस्तीचे काम पार पाडण्याच्या प्रक्रियेतील मुख्य मोजमाप साधने म्हणजे व्हर्नियर, मायक्रोमीटर, धातूसाठी कंपासची जोडी आणि धातूचा शासक.
कॅलिपर डिव्हाइस
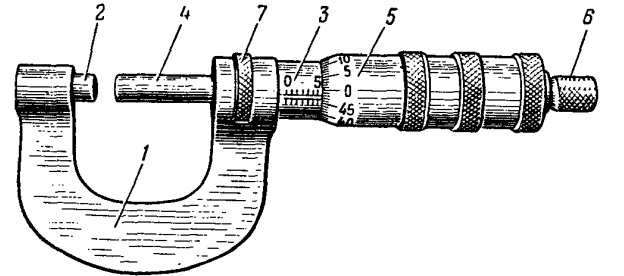
कॅलिपरच्या मदतीने, मिलिमीटरच्या दहाव्या भागापर्यंत अचूकतेने रेखीय प्रमाण मोजले जाते. जसे आपण आकृतीवरून पाहू शकता, व्हर्नियर हे एक सार्वत्रिक उपकरण आहे जे आपल्याला भागांचे बाह्य आणि अंतर्गत परिमाण तसेच विरामांचे परिमाण मोजण्याची परवानगी देते.
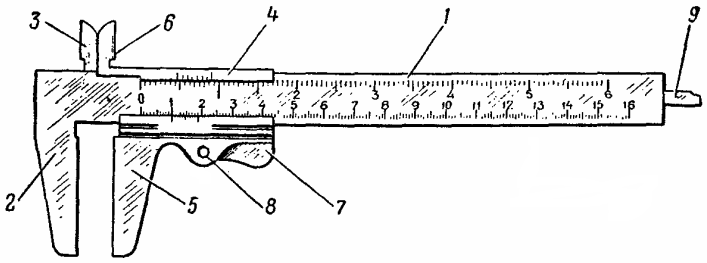
तांदूळ. 1. व्हर्नियर: 1 — मेट्रिक रुलर, 2, 3 — स्थिर जबडा, 4 — स्लाइडर, 5, 6 — जंगम जबडा, 7 — स्टॉपर, 8 — स्टॉपर अक्ष, 9 — शासक.
यात निश्चित जबडा 2 आणि 3 सह मेट्रिक रूलर 1 च्या रूपात एक बार आहे आणि जंगम जबडा 5 आणि 6 सह स्लाइडर 4 आहे. मेट्रिक रूलरच्या उलट बाजूस एक रेखांशाचा खोबणी आहे ज्यामध्ये एक अरुंद शासक 9 आहे. 4 — 5 ची रुंदी मिमी स्थित आहे, स्लाइडर 4 सह घट्टपणे निश्चित केली आहे. म्हणून, जेव्हा तुम्ही मेट्रिक रूलर 1 च्या बाजूने स्लाइडर हलवता तेव्हा, रूलर 9 मेट्रिक रूलरच्या शेवटी संबंधित मूल्याकडे जातो.
मापन दरम्यान स्लायडर 4 ची स्थिती निश्चित करण्यासाठी, त्यात स्प्रिंग ब्रेक आहे, जो प्लग 7 दाबून सोडला जातो (कॅलिपरच्या काही डिझाइनमध्ये, प्लगऐवजी एक स्क्रू स्थापित केला जातो, जो त्याची स्थिती निश्चित करतो. व्हर्नियर फ्रेम). इंजिन 4 वर एक झुकलेला कट आहे ज्यावर व्हर्नियर लावला जातो.
Vernier (Fig. 2) स्केल 9 मिमी लांब आहे, 10 भागांमध्ये विभागलेला आहे, प्रत्येकी 0.9 मिमी. कॅलिपरच्या स्लाइडच्या अत्यंत डाव्या स्थितीत, त्याचे जबडे एकत्र घट्ट बसले पाहिजेत, तर मेट्रिक आणि अरुंद शासकांचे टोक एकाच रेषेवर असले पाहिजेत आणि मेट्रिक शासकाचा शून्य विभाग पहिल्या ओळीशी जुळला पाहिजे. व्हर्नियर (व्हर्नियर स्केलचा दहावा भाग विभागाच्या नवव्या स्केलशी एकरूप असावा).
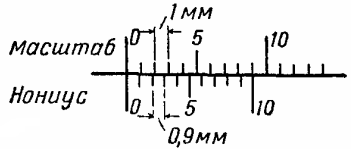
तांदूळ. 2. व्हर्नियरच्या विभागांचे गुणोत्तर आणि मेट्रिक शासकाचे प्रमाण
कॅलिपर कसे वापरावे
मापनासाठी, तो भाग कॅलिपरच्या जबड्यांमध्ये ठेवला जातो. स्लाइडर हलवताना, मोजलेल्या भागाच्या पृष्ठभागावर जबडे घट्ट बसवणे आवश्यक आहे. आकार प्रति कॅलिपर खालील क्रमाने मोजला जातो:
- व्हर्नियरच्या पहिल्या जोखमीची स्थिती मेट्रिक शासकच्या विभाजनाच्या तुलनेत निर्धारित केली जाते;
- व्हर्नियरचा कोणता धोका (कोणत्याही) मेट्रिक शासकांच्या जोखमीशी जुळतो हे निर्धारित करा;
- दोन वाचन जोडून वाचन केले जाते.
उदाहरण (Fig. 3, a). व्हर्नियरचा शून्य धोका मेट्रिक शासकाच्या 31व्या आणि 32व्या विभागांमधील असतो आणि त्याचा चौथा धोका शासकावरील काही जोखमीशी एकरूप असतो. या प्रकरणात, मोजलेले मूल्य 31.4 मिमी असेल. अंजीरमधील उदाहरणांमध्ये कॅलिपर रीडिंग काय दिले आहे. 3, b आणि c?
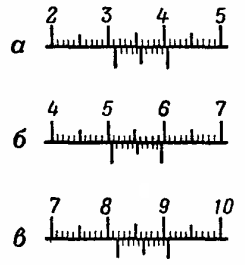
तांदूळ. 3. कॅलिपर रीडिंग मोजण्याची उदाहरणे
उत्तर: b — 50.8 मिमी; h - 81.9 मिमी.
व्हर्नियरला आघात, यांत्रिक ताणापासून संरक्षित करणे आवश्यक आहे आणि हलणारे भाग गंजणे आणि जप्त करणे टाळण्यासाठी मशीन ऑइलच्या पातळ थराने वंगण घालणे आवश्यक आहे.
अलीकडे, डिजिटल रीडआउट डिव्हाइससह इलेक्ट्रॉनिक कॅलिपरने व्यापक लोकप्रियता प्राप्त केली आहे. इतर प्रकारच्या मीटरची देखील येथे चर्चा केली आहे: कॅलिबर - प्रकार आणि वापराची उदाहरणे

मायक्रोमीटर
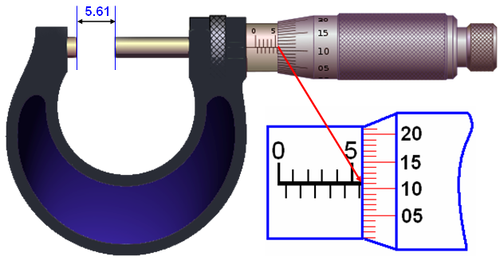
मायक्रोमीटर हे सर्वात सामान्य मापन यंत्रांपैकी एक आहे. आकृती 4 एक सपाट मायक्रोमीटर दाखवते. ते 0.01 मिमी अचूकतेसह 0 ते 25 मिमी पर्यंतच्या बाह्य मोजमापांसाठी वापरले जाते.
तांदूळ. 4. मायक्रोमीटर: 1 — कंस; 2 - टाच; 3 - बाही; 4 - मायक्रोमेट्रिक स्क्रू; 5 - ड्रम; 6 - क्लच रॅचेट; 7 - लॉकिंग डिव्हाइस
मायक्रोमीटरमध्ये टाच 2 असलेली क्लिप 1, क्लॅम्पमध्ये दाबलेली स्लीव्ह 3, मायक्रोमीटर स्क्रू 4, ड्रम 5, रॅचेट कपलिंग 6 आणि लॉकिंग डिव्हाइस 7 असते. स्लीव्ह 3 च्या आत एक मायक्रोमीटर धागा कापला जातो. 0.5 मिमीची पायरी. ड्रम 5 हे मायक्रोमेट्रिक स्क्रू 4 वर निश्चित केले आहे, ज्यामध्ये 0.5 मिमीच्या पिचसह एक धागा देखील आहे. म्हणून, ड्रम 5 च्या एका फिरण्याने, मायक्रोमेट्रिक स्क्रू 4 अक्षीय दिशेने 0.5 मिमीने फिरतो.
स्लीव्हच्या पुढच्या बाजूला 0.5 मिमीच्या ग्रॅज्युएशनसह रेखांशाचा स्केल आहे. ड्रम 5 च्या परिघाभोवती, त्याच्या बेव्हल काठावर, परिघाच्या बाजूने समान रीतीने वितरीत केलेल्या 50 विभागांचा समावेश असलेले स्केल देखील आहे. म्हणून, जेव्हा ड्रम त्याच्या परिघावर चिन्हांकित केलेल्या स्केलच्या एका विभागाद्वारे फिरवला जातो, तेव्हा मायक्रोमीटर स्क्रू अक्षीय दिशेने 0.01 मिमीने फिरतो.

वर्कपीस मोजण्यासाठी टाच 2 मायक्रोमीटर स्क्रू 4 च्या टोकांच्या दरम्यान घाला. त्यानंतर, रॅचेट कपलिंगच्या मदतीने मायक्रोमीटर स्क्रू फिरवून, मायक्रोमीटर स्क्रू आणि टाच यांच्या टोकांच्या दरम्यान वर्कपीस पकडणे आवश्यक आहे.मापन दरम्यान वर्कपीसची संकुचित शक्ती घर्षण शक्तीद्वारे मर्यादित आहे. या मायक्रोमीटरमध्ये, ते 700 +200 ग्रॅमच्या बरोबरीचे आहे. म्हणून, मापन प्रक्रियेदरम्यान, वर्कपीस विकृत होत नाही आणि मायक्रोमीटरच्या नुकसानापासून संरक्षित आहे.
मायक्रोमीटर रीडिंग खालील क्रमाने मोजले जातात. प्रथम, मिलीमीटरची संख्या ड्रमच्या शेवटी बांधलेल्या मायक्रोमीटर स्लीव्हच्या स्केलवर (0.5 मिमी अचूकतेसह) मोजली जाते, नंतर ड्रमच्या विरूद्ध स्थित ड्रम स्केलच्या विभागाशी संबंधित मिलीमीटरच्या शंभरव्या संख्येची संख्या. बुशिंग अक्षाचा अक्ष.
एक उदाहरण. स्लीव्ह स्केलवर, क्रमांक 15, अर्धा मिलिमीटर विभाग आणि त्यानंतरच्या अर्धा मिलिमीटर विभागाचा भाग, ड्रम स्केलचा 13 वा विभाग स्लीव्ह स्केलच्या अक्षीय रेषेशी जुळतो, म्हणून भागाचा आकार 15.5 + 0.13 आहे. = 15.63 मिमी.
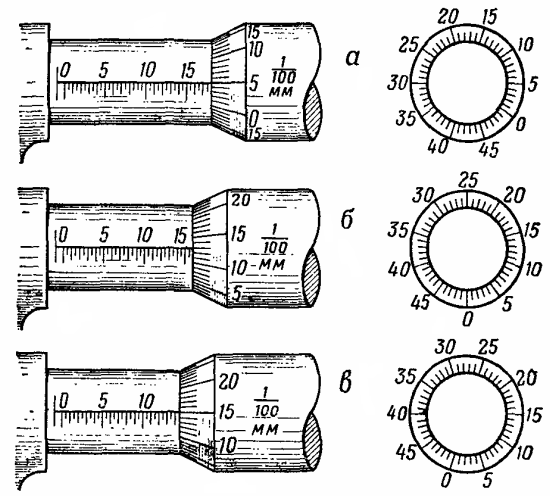
तांदूळ. 5. मायक्रोमीटर रीडिंगची उदाहरणे: a — 17.55 मिमी; b - 15.63 मिमी; h - 14.15 मिमी
मायक्रोमीटर स्क्रूचे टोक आणि मायक्रोमीटरची टाच झटके आणि स्क्रॅचपासून संरक्षित करणे आवश्यक आहे, ज्यामुळे मायक्रोमीटर रीडिंगची अचूकता कमी होईल.
धातूचा शासक
दोन बिंदूंमधील अंतर मोजण्यासाठी 1 — 0.5 मिमी अचूकता असलेला धातूचा शासक वापरला जातो. ही एक स्टील टेप आहे जी मिलिमीटरमध्ये पदवीधर आहे.

मेटल शासक, कोणत्याही मापन यंत्राप्रमाणे, निर्मात्याचा शिक्का असावा. चिन्ह नसलेला शासक मोजण्यासाठी वापरला जाऊ नये. 200 - 500 मिमी लांबीसह मेटल शासक असणे पुरेसे आहे. शासक सरळ असावा, दातेरी नसावा, स्पष्टपणे चिन्हांकित विभागांसह.
धातूसाठी होकायंत्र
धातूसाठी कंपास चिन्हांकित करण्यासाठी, घन पदार्थांच्या पृष्ठभागावर वर्तुळे काढण्यासाठी आणि हस्तांतरण पद्धतीद्वारे मोजण्यासाठी (धातूच्या शासकाने कंपासच्या पायांच्या सोल्युशन आकाराचे मोजमाप करून) वापरले जाते.

होकायंत्रात पायांवर टोकदार आणि किंचित कडक बिंदू असावेत. कंपास जॉइंटमध्ये बॅकलॅश आणि ओलसर करणे अस्वीकार्य आहे.