चुंबकीय स्टार्टर्सची दुरुस्ती
चुंबकीय स्टार्टर्सच्या संपर्कांची दुरुस्ती
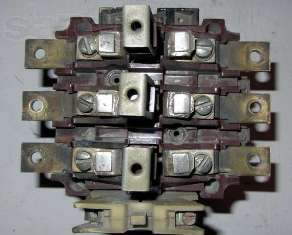
 संपर्क चुंबकीय स्टार्टर्स, ज्या पृष्ठभागावर बर्निंग आणि कार्बन डिपॉझिट्स आहेत, ते पांढर्या स्पिरीट किंवा एव्हिएशन गॅसोलीनमध्ये बुडलेल्या सूती कापडाने स्वच्छ केले जातात.
संपर्क चुंबकीय स्टार्टर्स, ज्या पृष्ठभागावर बर्निंग आणि कार्बन डिपॉझिट्स आहेत, ते पांढर्या स्पिरीट किंवा एव्हिएशन गॅसोलीनमध्ये बुडलेल्या सूती कापडाने स्वच्छ केले जातात.
संपर्कांच्या पृष्ठभागावरील धातूचे स्प्लॅटर्स आणि "मणी" फाईलसह साफ केले जातात. 0.05 मिमी जाडी असलेल्या पाईकसह साफ केल्यानंतर, संपर्क पृष्ठभागांच्या कनेक्शनची घट्टपणा तपासा. बंद संपर्कांसह, प्रोब संपर्कांमधील संपर्क पृष्ठभागाच्या 25% पेक्षा जास्त जाऊ नये.
तुटणे किंवा सैल होण्याच्या बाबतीत, कॉन्टॅक्ट स्प्रिंगला नकारलेल्या स्टार्टरमधून नवीन किंवा योग्य स्प्रिंगने बदलले जाते.
विद्युत प्रवाह वाहून नेणाऱ्या तारा जोडण्यासाठी स्क्रूच्या छिद्रांमध्ये धागा घातला जातो किंवा उघडला जातो तेव्हा, खराब झालेल्या धाग्याची छिद्रे कापली जातात आणि खालील आकाराच्या धाग्याला टॅपने टॅप केले जाते.

चुंबकीय स्टार्टर्सच्या चुंबकीय सर्किट्सची दुरुस्ती
चुंबकीय स्टार्टर्सच्या चुंबकीय सर्किट्समध्ये आर्मेचर आणि एक कोर असतो ज्यावर शॉर्ट-सर्किट कॉइल मजबूत केली जाते.
कोर आणि आर्मेचरच्या दूषित संपर्क पृष्ठभागांना गॅसोलीनमध्ये भिजवलेल्या स्वच्छता सामग्रीसह साफ केले जाते.जर संपर्काच्या पृष्ठभागावर गंजचे चिन्ह असतील तर पृष्ठभाग एमरी कापडाने स्वच्छ केला जातो. 0.05 मिमी प्रोबने साफ केल्यानंतर, कोर आणि आर्मेचरमधील संपर्क क्षेत्र हाताने कोरच्या विरूद्ध दाबून तपासा. संपर्क पृष्ठभाग कोर विभागाच्या किमान 70% असणे आवश्यक आहे.
जर आर्मेचरचा मधला कोर आणि मॅग्नेटिक सर्किटच्या कोरमधील हवेतील अंतर 0.2 मिमी पेक्षा कमी असेल, तर स्टार्टरचा आर्मेचर किंवा कोर व्हाईसमध्ये क्लॅम्प केला जातो आणि मधला कोर एका फाईलने बारीक स्लॉटसह भरला जातो. नंतर अँकर कोरवर ठेवला जातो आणि अंतर तपासले जाते. अंतर 0.2 आणि 0.25 मिमी दरम्यान असावे. कोर फीड करताना, मॅग्नेट सिस्टीम बंद असताना आर्मेचर आणि कोअर कोअर कोरचे पृष्ठभाग समांतर असल्याची खात्री करा.

वर्क हार्डनिंग दरम्यान, कोर आणि आर्मेचरची संपर्क पृष्ठभाग ग्राइंडिंग मशीनवर कडक होण्याच्या खुणा काढून टाकेपर्यंत ग्राउंड केली जाते. प्रोबसह पीसल्यानंतर, मधल्या स्ट्रँडमधील अंतर तसेच आर्मेचर आणि कोरच्या शेवटच्या स्ट्रँडचे संपर्क क्षेत्र तपासा. मधल्या कोरमधील अंतर वरच्या मर्यादेत असणे आवश्यक आहे आणि शेवटच्या कोरचे संपर्क क्षेत्र कोर क्रॉस-सेक्शनच्या किमान 70% असणे आवश्यक आहे.
स्टार्टर्समधील खराब झालेले शॉर्ट सर्किट नवीनसह बदलले आहे. स्टार्टरचे खराब झालेले शॉर्ट सर्किट एका बाजूला फाईलसह कापले जाते आणि काढले जाते.
कॉइल स्थापित केलेली जागा फाईलसह साफ केली जाते. नवीन शॉर्टिंग वळण पितळेचे बनलेले आहे.सामग्री बदलणे आणि परिमाणांमधील विचलनांसह शॉर्ट सर्किट बनविणे प्रतिबंधित आहे, कारण यामुळे समाविष्ट केलेल्या स्टार्टरच्या आवाजात वाढ होते किंवा लूप अस्वीकार्य गरम होते.
स्टार्टर्समध्ये उत्पादित शॉर्ट सर्किट कोरच्या खोबणीमध्ये दाबले जाते किंवा कोरवर ठेवले जाते आणि त्याच्या फिक्सिंग प्लेट्स वाकल्या जातात.
जर चुंबकीय सर्किटच्या पृष्ठभागाचा रंग खराब झाला असेल तर ते गॅसोलीन किंवा व्हाईट स्पिरिटमध्ये भिजवलेल्या आणि वाळलेल्या साफसफाईच्या सामग्रीसह स्वच्छ केले जाते. कोरडे झाल्यानंतर, कोर आणि अँकर इनॅमल बाथमध्ये खाली केले जातात जेणेकरून संपर्क पृष्ठभाग वार्निशने झाकलेले नसतील आणि संपर्क पृष्ठभागाच्या कडाभोवती अनपेंट केलेल्या पट्टीची रुंदी 3 मिमी पेक्षा जास्त नसेल. आपण ब्रशने चुंबकीय सर्किटचा कोर आणि आर्मेचर देखील पेंट करू शकता.
पेंट केलेले पृष्ठभाग 2-3 तास हवेत वाळवले जातात.

चुंबकीय स्टार्टर्सच्या टर्मिनल क्लॅम्पची दुरुस्ती
टर्मिनल ब्लॉक्सचे जळलेले किंवा ऑक्सिडाइज्ड संपर्क पृष्ठभाग फाईल किंवा सॅंडपेपरने साफ केले जातात, पेट्रोलमध्ये भिजवलेल्या स्वच्छता सामग्रीने पुसले जातात आणि POS-30 सोल्डरने टिन केले जातात.
वर्तमान पुरवठा तारा जोडण्यासाठी स्क्रूच्या छिद्रांमध्ये धागा घातला जातो किंवा तुटलेला असतो तेव्हा, छिद्रांना गॅस टॉर्च वापरून तांबे किंवा पितळाने वेल्डेड केले जाते. वेल्डिंगची जागा फाईलने साफ केली जाते, खिळे ठोकले जाते आणि नवीन धागा कापण्यासाठी छिद्र पाडले जाते. ड्रिल केलेल्या छिद्रामध्ये खराब झालेल्या धाग्याच्या आकारात एक धागा कापला जातो.