स्वतंत्र असेंब्ली आणि तेल स्विचचे भाग दुरुस्त करणे
अॅक्ट्युएटर दुरुस्ती (चित्र 1 पहा).
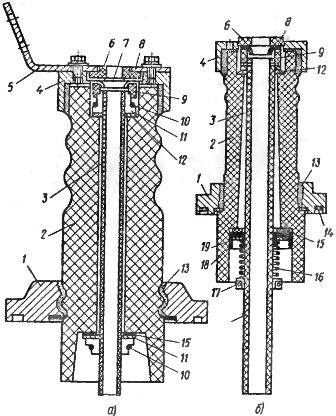
 तपासा, शाफ्ट 2 आणि बियरिंग्ज 12 स्वच्छ करा. बियरिंग्जमध्ये क्रॅक आहेत का ते तपासा. स्नेहन भोक स्वच्छ करा 15. शाफ्टचा रेखांशाचा स्ट्रोक 0.5 - 1 मिमी पेक्षा जास्त नसावा. अन्यथा, शाफ्ट दुरुस्तीसाठी काढला जातो. हे करण्यासाठी, दोन-सशस्त्र लीव्हर 3, शाफ्टवर बसलेले, पूर्वी ट्रान्समिशन रॉडसह आणि ड्राइव्हमधून वेगळे केले जाते आणि रोलर्स सोडले जातात, जे स्टॉप स्प्रिंग्स आणि लीव्हरच्या वरच्या कानाला जोडतात. रोलर्स काढले जातात, नट अनस्क्रू केले जातात आणि बोल्ट 14 काढले जातात, जे फ्रेम 1 ला बेअरिंग्ज बांधतात.
तपासा, शाफ्ट 2 आणि बियरिंग्ज 12 स्वच्छ करा. बियरिंग्जमध्ये क्रॅक आहेत का ते तपासा. स्नेहन भोक स्वच्छ करा 15. शाफ्टचा रेखांशाचा स्ट्रोक 0.5 - 1 मिमी पेक्षा जास्त नसावा. अन्यथा, शाफ्ट दुरुस्तीसाठी काढला जातो. हे करण्यासाठी, दोन-सशस्त्र लीव्हर 3, शाफ्टवर बसलेले, पूर्वी ट्रान्समिशन रॉडसह आणि ड्राइव्हमधून वेगळे केले जाते आणि रोलर्स सोडले जातात, जे स्टॉप स्प्रिंग्स आणि लीव्हरच्या वरच्या कानाला जोडतात. रोलर्स काढले जातात, नट अनस्क्रू केले जातात आणि बोल्ट 14 काढले जातात, जे फ्रेम 1 ला बेअरिंग्ज बांधतात.
फ्रेममधील कटआउट्स 13 द्वारे, शाफ्ट 2 बीयरिंगसह एकत्र काढला जातो. शाफ्टमधून बीयरिंग काढले जातात आणि आवश्यक परिमाणांपैकी 18 वॉशर शाफ्टवर ठेवले जातात. शाफ्ट की 17 आणि बेअरिंग साफ करा. शाफ्ट नंतर बियरिंग्ससह एकत्र केले जाते आणि उलट क्रमाने स्थापित केले जाते. शाफ्ट शोल्डर आणि बेअरिंगच्या टोकाच्या दरम्यानच्या अंतराचा आकार तपासण्यासाठी प्रोबचा वापर केला जातो, जो प्रत्येक बेअरिंगसाठी 0.5 - 1 मिमीच्या आत असावा.कोणतेही अंतर नसल्यास, बोल्ट 14 चे नट सोडविणे आणि फ्रेम आणि बेअरिंग दरम्यान गॅस्केटची आवश्यक जाडी ठेवणे आवश्यक आहे. पुढे, शाफ्टमध्ये लीव्हर वेल्डेड आहेत त्या ठिकाणे तपासा. कोणतेही क्रॅक नसावेत. मध्यम लीव्हरवरील बंपर स्टॉप रोलर मुक्तपणे फिरले पाहिजे.
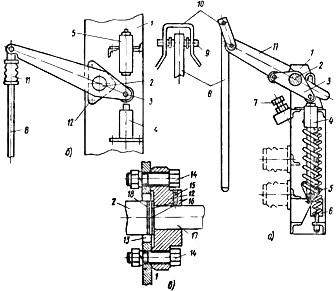
तांदूळ. 1. अॅक्ट्युएटर: a — ब्रेकर VMG-10, b — समान, VMG-133, c — बेअरिंग, 1 — फ्रेम, 2 — शाफ्ट, 3 — दोन-आर्म लीव्हर, 4 — ऑइल बफर, 5 — स्प्रिंग बफर, 6 — ओपनिंग स्प्रिंग, 7 — लॉकिंग बोल्ट, 8 — जंगम संपर्क, 9 — अक्ष, 10 — क्लॅम्प, 11 — इन्सुलेटिंग लीव्हर (पोर्सिलेन रॉड), 12 — बेअरिंग, 13 — शाफ्ट स्थापित करण्यासाठी फ्रेममधील कटआउट, 14 — बोल्टसह नट आणि वॉशर, 15 — ग्रीससाठी छिद्र, 16 — वॉशर, 17 — शाफ्ट
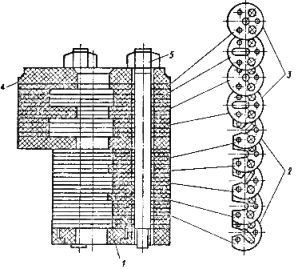
बफर आणि ब्रेकर VMG-10 (Fig. 2) च्या सुरुवातीच्या स्प्रिंग्सची स्थिती काळजीपूर्वक तपासणे आणि तपासणे आवश्यक आहे. स्प्रिंग्सना कानात वेल्डेड केलेल्या ठिकाणी क्रॅक नसावेत, बेंडच्या पृष्ठभागावर, हँडलला थ्रेड्समध्ये ब्रेक नसावेत. स्प्रिंग टेंशन नट 8 सह समायोजित केले आहे. समायोजित अंतर H हे काउंटर नट 6 सह निश्चित केले आहे. खराब झालेले स्प्रिंग बदलले आहे. यंत्रणेचे घर्षण भाग CIATIM-201 ग्रीसने वंगण घालतात.
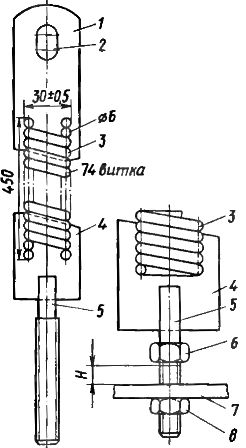 तांदूळ. 2. सर्किट ब्रेकर VMG-10 चे ओपनिंग स्प्रिंग: 1 — वरचा स्टॉप, 2 — कनेक्टिंग अक्षासाठी छिद्र, 3 — स्प्रिंग, 4 — लोअर लग, 5 — थ्रेडेड हँडल, 6 — लॉक नट, 7 — कोपरा फ्रेम, 8 — टेंशन नट
तांदूळ. 2. सर्किट ब्रेकर VMG-10 चे ओपनिंग स्प्रिंग: 1 — वरचा स्टॉप, 2 — कनेक्टिंग अक्षासाठी छिद्र, 3 — स्प्रिंग, 4 — लोअर लग, 5 — थ्रेडेड हँडल, 6 — लॉक नट, 7 — कोपरा फ्रेम, 8 — टेंशन नट
तेल बफर दुरुस्ती (अंजीर पहा. 3).
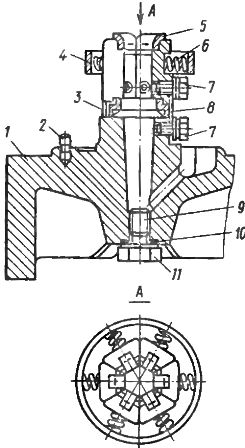
बफरच्या पिस्टन 5 चा स्ट्रोक तपासा, रॉड 4 वर आपल्या हाताने कार्य करा, पिस्टनला गृहनिर्माण 7 च्या तळाशी थांबेपर्यंत सर्वात खालच्या स्थितीत दाबा.स्प्रिंग 6 च्या कृती अंतर्गत पिस्टन त्याच्या प्रारंभिक स्थितीत वाढला पाहिजे. बफरच्या ऑपरेशनमध्ये जॅमिंग किंवा इतर विसंगती असल्यास, ते वेगळे केले जाते. स्पेशल नट 3 अनस्क्रू करा, रॉड, पिस्टन आणि स्प्रिंग काढा, शरीरातून तेल घाला.
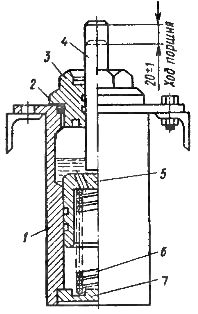
तांदूळ. 3. ब्रेकरचे तेल बफर VMG -10: 1 — गृहनिर्माण, 2 — सीलिंग गॅस्केट, 3 — विशेष नट, 4 — रॉड, 5 — पिस्टन, 6 — स्प्रिंग, 7 — घराच्या तळाशी
सर्व भाग तपासले आणि साफ केले जातात. गंज आणि असमानता sanded आहेत.
तेल निर्देशक VMPP-10 (चित्र 4) ची दुरुस्ती.
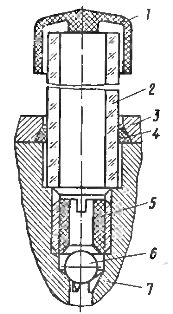
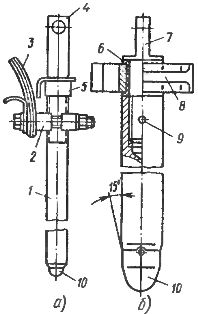
तांदूळ. 4. प्रेशर गेज VMPP -10: 1 — टोपी, 2 — काचेची नळी, 3 — फ्लॅंज, 4 — गॅस्केट, 5 — फिटिंग, b — बॉल, 7 — शरीर
तेल काढून टाकताना एखादी खराबी लक्षात आल्यास, प्रेशर गेज वेगळे केले जाते, ज्यासाठी कॅप 1, ग्लास ट्यूब 2 आणि गॅस्केट 4 काढून टाकले जाते आणि नंतर (VMG-133 साठी) रॉड काढून टाकला जातो आणि घर 7 मधील चॅनेल उडवले आहे. उलट क्रमाने ऑइल इंडिकेटर एकत्र करा. VMG-10 स्विचमध्ये, ऑइल इंडिकेटरऐवजी एक विंडो बनविली जाते.
बुशिंग दुरुस्ती (Fig. 5).
इन्सुलेटरचे खराब झालेले भाग तपासण्यासाठी आणि पुनर्स्थित करण्यासाठी, ते वेगळे केले जाते. कॅप 4 ला ब्रॅकेट सुरक्षित करणारे बोल्ट अनस्क्रू केलेले आहेत आणि ब्रॅकेट काढले आहेत. वॉशर 6 आणि बुशिंग 8 काढा. सेमी-मॅनिफॉल्ड्स 9 चे बोल्ट (VMG-133 साठी) सैल करा, सेमी-मनिफोल्ड्स काढा. वरच्या बाजूस दाबून, ट्यूब 3 काढून टाका आणि स्लीव्ह 8 वॉशर 15 आणि 19 सह वेगळे करा.
अर्ध-रिंग (अर्ध-कॉलर) 17 आणि स्प्रिंग 16 काढा. इन्सुलेटर उलट क्रमाने एकत्र केला जातो. लेदर कफ 8 आणि 18 तपासा, जे पुरेसे लवचिक आणि लवचिक असावेत, अर्ध-स्प्लिटर 17 चे फास्टनिंग तपासा.जर प्रेशर स्प्रिंग 16 मध्ये विंडिंग्स एकमेकांवर दाबले गेले असतील तर ते नवीन बदलले जाईल, कारण उच्च प्रवाहांवर स्प्रिंग बंद लूप बनवते, जास्त गरम होते आणि यामुळे बेकलाइट ट्यूब 3 आणि कफचे कार्बनीकरण होऊ शकते. त्याच कारणास्तव, अर्ध-डिसकनेक्टर्सचे क्लॅम्पिंग स्क्रू पितळेचे बनलेले असणे आवश्यक आहे.
तांदूळ. 5. स्विचेससाठी बुशिंग इन्सुलेटर: a — VMG -10, b — VMG -133, 1 — फ्लॅंज, 2 — पोर्सिलेन इन्सुलेटर, 3 — बेकेलाइट ट्यूब, 4 — कॅप, 5 — करंटसह क्लॅम्प, 6 — रिंग (वॉशर तयार) , 7, 15 आणि 19 — वॉशर. 8 — लेदर कफ, 9 — स्लीव्ह, 10 — हाफ रिंग, 11 — स्प्रिंग रिंग, 12 — गॅस्केट, 13 — रीइन्फोर्सिंग पुट्टी, 14 — सीलिंग गॅस्केटसह फ्लॅंजमध्ये खोबणी, 16 — स्प्रिंग, 17 — हाफ कॉलर, 18 - तळाशी लेदर सील
व्हीएमजी-10 सर्किट ब्रेकरसाठी, इन्सुलेटर वेगळे करण्याची प्रक्रिया समान आहे. इन्सुलेटर बोल्ट कनेक्शनमधून सोडला जातो, ब्रॅकेट 5 काढला जातो, इंटरमीडिएट इन्सुलेट भाग बाहेर काढले जातात — रिंग 6, वॉशर 7, स्लीव्ह 8, स्लीव्ह 9. स्प्रिंग काढा आणि 10 अर्ध्या रिंग्ज घट्ट करा, रबर वॉशर काढा 5. थकलेले भाग पुनर्स्थित करा. इन्सुलेटर नंतर उलट क्रमाने एकत्र केले जाते.
इन्सुलेट बार आणि रॉडची दुरुस्ती.
तपासणी दरम्यान, उष्णता इन्सुलेटर व्हीएमजी -133 च्या कॅप्सवर लग्सच्या वेल्डिंगच्या स्थितीकडे लक्ष दिले जाते. या ठिकाणी भेगा पडू नयेत. ओलावा-प्रतिरोधक फिल्म तयार करण्यासाठी बारचे मजबुतीकरण सांधे स्वच्छ केले जातात आणि तेल पेंटने रंगवले जातात.
1.1 - 1.5 सेमी 2 क्षेत्रफळ असलेल्या चिरडलेल्या पोर्सिलेन रॉड्स, बुशिंग्ज किंवा सपोर्टिंग इन्सुलेटर स्वच्छ केले जातात आणि इन्सुलेटिंग वार्निश (बॅकलाइट) सह लेपित केले जातात. जर मोठे क्षेत्र कापले असेल तर, इन्सुलेटर बदलले जातात. इन्सुलेट बाहू आणि रॉड्स पेंट पृष्ठभागामुळे खराब होऊ नयेत.
आर्क च्युटची दुरुस्ती (चित्र 6).
काजळीच्या दूषिततेच्या बाबतीत, कार्यरत पृष्ठभागांवर धातूच्या लहान प्रवाहाच्या उपस्थितीत, विभाजनांचे पृष्ठभाग कार्बनीकरण, ज्यामुळे उडणाऱ्या वाहिन्यांचा क्रॉस-सेक्शन वाढत नाही, या पृष्ठभागांना बारीक सॅंडपेपरने स्वच्छ करणे पुरेसे आहे, ट्रान्सफॉर्मर तेलाने स्वच्छ धुवा आणि चिंधीने पुसून टाका. ड्रॉबार क्लॅम्पिंग नट्स घट्ट करा आणि वैयक्तिक प्लेट्समध्ये कोणतेही अंतर नसल्याचे तपासा. विकृत आणि विकृत प्लेट्स बदलण्यात आल्या आहेत.
तळाची प्लेट 1 तपासा जी फायबर असावी. फायबर इन्सर्टचा आतील व्यास 28 - 30 मिमी (VMG-10 साठी) च्या मूल्यापर्यंत वाढवणे, पहिल्या आणि दुसऱ्या स्लॉटमधील विभाजनांमध्ये एक्झॉस्ट चॅनेलसाठी 3 मिमी पर्यंत उघडणे अस्वीकार्य आहे. सदोष भाग नव्याने बदलले जातात.
तांदूळ. 6. सर्किट ब्रेकर VMG-10 चा चाप विझवणारा कक्ष: 1 — फायबर रिंग, 2 — ट्रान्सव्हर्स ब्लोइंग चॅनेल, 3 — पॉकेट्स, 4 — फायबर रिंग, 5 — नटांसह टेक्स्टोलाइट कनेक्शन
बोल्ट कडक केल्यानंतर, कॅम स्लॉटची उंची तपासा, जी फॅक्टरी निर्देशांनुसार असावी.
प्लेट्स बदलून चेंबर पुनर्संचयित करताना, हे आवश्यक आहे: क्लॅम्पिंग नट्स 5 अनस्क्रू करा, पुलर्समधून प्लेट्सची आवश्यक संख्या काढून टाका, नवीन प्लेट स्थापित करा आणि काढलेल्या प्लेट्स ज्या क्रमाने स्थापित केल्या होत्या त्या क्रमाने ठेवा. disassembly, आणि नंतर clamping काजू घट्ट. चेंबर विभाजन बाहेर पडलेल्या कडा आणि जंगम संपर्काच्या मार्गासाठी मध्यवर्ती उघडण्याच्या अनियमिततेसाठी तपासल्यानंतर. बुरस आणि वाढलेल्या कडा छाटल्या पाहिजेत आणि काढल्या पाहिजेत.
निश्चित महिला संपर्काची दुरुस्ती (चित्र 7).
जर सॉकेट कॉन्टॅक्टच्या लॅमेलामध्ये वितळणे किंवा धातूचे लहान मणी असतील तर ते स्वच्छ करणे पुरेसे आहे.लॅमेलीचे परिमाण फॅक्टरीपेक्षा 0.5 मिमीपेक्षा जास्त वेगळे नसावेत. लॅमेली काढून टाकल्यानंतर, 0.5 मिमी पेक्षा जास्त खोली असलेल्या व्हॉईड्स राहू नयेत. कमी नुकसान झालेल्यांसह अधिक खराब झालेले लॅमेला पुनर्स्थित करण्याची शिफारस केली जाते. मजबूत पोकळीच्या उपस्थितीत आणि रेफ्रेक्ट्री अस्तर जळल्यामुळे, लॅमेला बदलले जातात.
बेकलाइट रिंग 4 मध्ये डेलेमिनेशन आणि क्रॅक नसणे आवश्यक आहे, अन्यथा ते बदलले जाईल. धातूच्या रिंगने बदलण्याची परवानगी नाही, कारण यामुळे शॉर्ट सर्किट तयार होईल आणि उच्च प्रवाहांवर जास्त गरम होईल. स्प्रिंग्स 6 क्रॅक आणि व्हॉईड्सपासून मुक्त असणे आवश्यक आहे.
सॉकेट संपर्काचे पृथक्करण खालील क्रमाने केले जाते:
-
रिंग 4 मधून स्क्रू काढा,
-
आउटपुट धरून, स्प्रिंग्स 6 बाहेर पडेपर्यंत रिंग 4 काढा,
-
लवचिक लिंक्स 8 आणि सॉकेटच्या पायथ्यापासून लवचिक लिंक्सपासून लॅमेला डिस्कनेक्ट करणारे बोल्ट 7 अनस्क्रू करा,
-
सपोर्ट रिंग काढा 3.
सॉकेट संपर्क एकत्र करताना, आपण या वस्तुस्थितीकडे लक्ष दिले पाहिजे की एकत्रित केलेल्या संपर्कात लॅमेले विकृतीशिवाय स्थापित केले आहेत आणि सॉकेटच्या अक्षाशी संबंधित झुकलेल्या स्थितीत आहेत, शीर्षस्थानी एकमेकांना स्पर्श करतात.
आकृती 7. VMG-10 आणि VMPP-10 स्विचेसच्या सॉकेटसह स्थिर संपर्क: 1 — कव्हर, 2 — रिटेनर, 3 — सपोर्ट रिंग, 4 — रिंग, 5 — लॅमेले, 6 — स्प्रिंग, 7 — स्क्रू (बोल्ट), 8 — लवचिक कनेक्शन, 9 — ऑइल ड्रेन प्लग, 10 — गॅस्केट, 11 — ऑइल ड्रेन बोल्ट.
स्लॅट्सवरील स्प्रिंग प्रेशर तपासा आणि सॉकेटमध्ये घातलेल्या 22 मिमी कॉपर रॉडमधून सॉकेट खेचण्यासाठी आवश्यक बल मोजा. रॉडला ०.५ किलोग्रॅमची डिस्क जोडलेली असते आणि सॉकेट उचलल्यावर स्लॅट्सवरील स्प्रिंग्स कॉम्प्रेस करून हे वजन धरले पाहिजे.
जंगम संपर्कांची दुरुस्ती (अंजीर पहा. 8).
तांदूळ. 8. जंगम संपर्क: a — स्विच VMG -10, b — समान, VMPP -10, 1 — रॉड, 2 -पिन ब्लॉक, 3 — लवचिक कनेक्शन, 4 — कानांसह कान, 5 — लॉक नट, 6 — स्लीव्ह, 7 — डोके, 8 — मार्गदर्शक ब्लॉक, 9 — पिन, 10 — टीप
जंगम संपर्काची टीप 10 बदलताना, नवीन टीप सर्व प्रकारे स्क्रू करणे आवश्यक आहे जेणेकरून टीप आणि रॉडमध्ये कोणतेही अंतर नसेल. चार ठिकाणी संयुक्त घट्ट बंद करणे आवश्यक आहे. गुळगुळीत रोलरसह संयुक्त पृष्ठभाग रोल करा, टीप दळणे. रॉडच्या तांब्याच्या भागाला लक्षणीय नुकसान झाल्यास, नंतरचे नवीन बदलले जाते.
संपर्क भागाची दुरुस्ती.
वितळणे, व्हॉईड्स, घाण आणि गंज यांच्या उपस्थितीत, संपर्क पृष्ठभाग गॅसोलीनने साफ केला जातो आणि संपर्क भागाचे प्रोफाइल विकृत न करता फाईलसह लागू केले जाते.
टिन केलेले गॅल्वनाइज्ड किंवा चांदीचे संपर्क भाग केवळ पुसले जातात.
टाकीच्या अंतर्गत इन्सुलेशनची दुरुस्ती.
क्रॅक झालेले खालचे आणि वरचे इन्सुलेटिंग सिलिंडर बदलले जातात. बेकलाइट ट्यूबमध्ये बर्न्स, डेलेमिनेशन आणि क्रॅक नसावेत. ट्रान्सफॉर्मर तेलाने काजळीची दूषितता धुऊन जाते. स्क्रॅच किंवा जळल्यास, खराब झालेले भाग शुद्ध एव्हिएशन गॅसोलीनमध्ये बुडवून, वाळूने पुसले जातात आणि हवेत वाळलेल्या वार्निशने (बेकेलाइट, ग्लायफ्टल) झाकले जातात.
तेल स्विच दुरुस्त केल्यानंतर क्रिया
दोषपूर्ण भागांची दुरुस्ती आणि बदली केल्यानंतर, स्विच उलट क्रमाने एकत्र केला जातो. VMG-10 स्विच, VMG-133 च्या विपरीत, एकत्र करणे सोपे आहे: काही घटक (सॉकेट संपर्क) खाली स्थापित केले आहेत, आणि उर्वरित - सिलेंडरच्या शीर्षस्थानी. VMG-133 सॉकेट संपर्काच्या शीर्षस्थानी आणि आर्क च्युटच्या तळाशी अंतर 14-16 मिमी आहे.
जर अंतर आवश्यक मूल्यापासून विचलित झाले तर, अतिरिक्त स्पेसर स्थापित करणे किंवा मादी संपर्काच्या समर्थन रिंगची उंची कमी करणे आवश्यक आहे. VMG-10 साठी, हे अंतर 2-5 मिमी आहे आणि थेट मापनाद्वारे निर्धारित केले जाते. वरच्या इन्सुलेटिंग सिलेंडरची स्थापना करताना, इन्सुलेटिंग आणि मुख्य सिलेंडरमधील छिद्रांचे संरेखन तपासा. जंगम संपर्काचा प्रवास समायोजित करा, जो "चालू" स्थितीत असताना, VMG-10 सॉकेटचा संपर्क 40 ने प्रविष्ट केला पाहिजे. मिमी त्याच्या स्वत: च्या कृती अंतर्गत आपल्या वजन आवश्यक असल्यास, संपर्काच्या फिरत्या स्ट्रोकची उबळ दूर करा. जंगम संपर्काचा पूर्ण स्ट्रोक समायोजित करा, जो 210 5 मिमीच्या समान असावा.
संपर्क प्रणाली समायोजित केल्यानंतर, स्विच तेलाने भरले जाते (प्रति सिलेंडर 1.5 - 1.6 किलो पर्यंत).