असिंक्रोनस मोटर्सचे नियमन
 एसिंक्रोनस मोटर्सचे समायोजन खालील श्रेणीमध्ये केले जाते:
एसिंक्रोनस मोटर्सचे समायोजन खालील श्रेणीमध्ये केले जाते:
• व्हिज्युअल तपासणी;
• यांत्रिक भाग तपासणे;
• शरीराच्या सापेक्ष आणि कॉइलमधील कॉइलच्या इन्सुलेशन प्रतिरोधनाचे मोजमाप;
• डायरेक्ट करंटला विंडिंग्सचा प्रतिकार मोजणे;
औद्योगिक वारंवारतेवर वाढलेल्या व्होल्टेजसह कॉइलची चाचणी;
• चाचणी रन.
इंडक्शन मोटरची बाह्य तपासणी नियंत्रण पॅनेलमधून सुरू होते.
प्लेटमध्ये खालील माहिती असणे आवश्यक आहे:
• निर्मात्याचे नाव किंवा ट्रेडमार्क,
• प्रकार आणि अनुक्रमांक,
• नाममात्र डेटा (पॉवर, व्होल्टेज, करंट, वेग, कॉइल कनेक्शन डायग्राम, कार्यक्षमता, पॉवर फॅक्टर),
• जारी करण्याचे वर्ष,
• इंजिनसाठी वजन आणि GOST.
इंजिन शील्ड जाणून घेणे कामाच्या सुरूवातीस आवश्यक आहे. मग ते इंजिनच्या बाह्य पृष्ठभागाची स्थिती, त्याच्या बेअरिंग असेंब्ली, शाफ्टचा आउटपुट शेवट, पंखा आणि टर्मिनल टर्मिनल्सची स्थिती तपासतात.
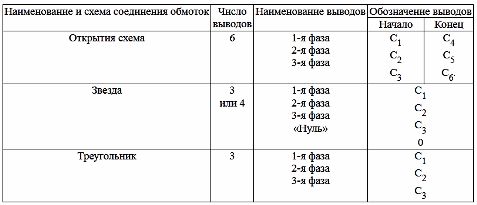
थ्री-फेज मोटरमध्ये कंपोझिट आणि सेक्शन केलेले स्टेटर विंडिंग नसल्यास, टर्मिनल टेबलनुसार नियुक्त केले जातात.1, आणि अशा कॉइल्सच्या उपस्थितीत, टर्मिनल्स सामान्य कॉइल्स सारख्याच अक्षरांनी नियुक्त केले जातात, परंतु कॅपिटल अक्षरांसमोर अतिरिक्त संख्या असतात. च्या साठी मल्टी-स्पीड असिंक्रोनस मोटर्स त्या विभागातील ध्रुवांची संख्या दर्शविणारी अक्षरे संख्या आहेत.
टेबल 1
टेबल 2

टीप: P क्रमांकित टर्मिनल्स — नेटवर्कशी कनेक्ट केलेले, C — फ्री, Z — शॉर्ट सर्किट
मल्टी-स्पीड मोटर्सच्या शील्डचे चिन्हांकन आणि त्यांना वेगवेगळ्या वेगाने चालू करण्याच्या पद्धती टेबलच्या मदतीने स्पष्ट केल्या जाऊ शकतात. 2.
इंडक्शन मोटरची तपासणी करताना, थेट भाग आणि घरांमधील अंतर मोजताना, टर्मिनल बॉक्स आणि आउटपुट समाप्तीच्या स्थितीकडे विशेष लक्ष दिले पाहिजे, जेथे विविध इन्सुलेशन दोष खूप सामान्य आहेत. ते पुरेसे मोठे असावे जेणेकरून पृष्ठभाग ओव्हरलॅप होणार नाही. अक्षीय दिशेने शाफ्ट रनआउटचे मूल्य तितकेच महत्वाचे आहे, जे मानकांनुसार, 40 किलोवॅट पर्यंतच्या मोटर्ससाठी 2 मिमी (एका दिशेने 1 मिमी) पेक्षा जास्त नसावे.
एअर गॅपचा आकार खूप महत्त्वाचा आहे, कारण त्याचा एसिंक्रोनस मोटर्सच्या वैशिष्ट्यांवर महत्त्वपूर्ण प्रभाव पडतो, म्हणून, दुरुस्तीनंतर किंवा मोटरच्या असमाधानकारक ऑपरेशनच्या बाबतीत, हवेतील अंतर चार विरुद्ध बिंदूंवर मोजले जाते. मंजुरी संपूर्ण परिघावर एकसमान असणे आवश्यक आहे आणि या चार बिंदूंपैकी कोणत्याही ठिकाणी सरासरी मूल्याच्या 10% पेक्षा जास्त फरक नसावा.
थ्रेड आणि गियर ग्राइंडरसारख्या विविध मशीन टूल्समधील असिंक्रोनस मोटर्सना विशेष गळती आणि कंपन आवश्यकता असते.शाफ्ट रनआउट आणि इलेक्ट्रिकल मशीनचे कंपन मशीनिंग अचूकता आणि मशीनच्या फिरत्या भागांच्या स्थितीमुळे मोठ्या प्रमाणावर प्रभावित होतात. मोटर शाफ्ट वाकलेला असताना धक्के आणि कंपने विशेषतः जास्त असतात.
रनआउट — फिरणाऱ्या किंवा दोलायमान भागांच्या पृष्ठभागाच्या दिलेल्या (योग्य) सापेक्ष स्थितीतून विचलन जसे की रोटेशन बॉडीज. रेडियल आणि एंड स्ट्रोकमध्ये फरक करा.
सर्व मशीनसाठी, गळती अवांछित आहे, कारण ते बेअरिंग असेंब्ली आणि संपूर्ण मशीनच्या सामान्य ऑपरेशनमध्ये व्यत्यय आणते. गळती मोजली जाते 0.01 मिमी ते 10 मिमी पर्यंत स्ट्रोक मोजू शकणार्या डायलसह. शाफ्ट रनआउट मोजताना, निर्देशकाची टीप शाफ्टवर असते, जी कमी वेगाने फिरते. तास निर्देशक हाताचे विचलन रनआउटच्या मूल्याचा अंदाज लावते, जे तांत्रिक वैशिष्ट्यांमध्ये निर्दिष्ट केलेल्या मूल्यांपेक्षा जास्त नसावे मशीन किंवा इंजिन.
इलेक्ट्रिकल मशीनचे इन्सुलेशन हे एक महत्त्वाचे सूचक आहे, कारण मशीनची टिकाऊपणा आणि विश्वासार्हता त्याच्या स्थितीवर अवलंबून असते. GOST नुसार, इलेक्ट्रिकल मशीनच्या MΩ मध्ये विंडिंगचा इन्सुलेशन प्रतिरोध किमान असावा
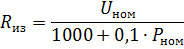
जेथे अन — नाममात्र विंडिंग व्होल्टेज, V; Pn — मशीनची नाममात्र शक्ती, kW.
इंजिनची चाचणी सुरू होण्यापूर्वी इन्सुलेशन प्रतिरोध मोजला जातो आणि नंतर ऑपरेशन दरम्यान वेळोवेळी; याव्यतिरिक्त, ते ऑपरेशनमध्ये दीर्घ व्यत्यय आणि ड्राइव्हच्या कोणत्याही आपत्कालीन शटडाउननंतर पाळले जातात.

जर प्रत्येक टप्प्याचा प्रारंभ आणि शेवट मोटरमध्ये शोधला गेला असेल, तर केस आणि विंडिंगच्या दरम्यानच्या प्रत्येक टप्प्यासाठी इन्सुलेशन प्रतिरोध स्वतंत्रपणे मोजला जातो. मल्टी-स्पीड मोटर्समध्ये, प्रत्येक विंडिंगसाठी इन्सुलेशन प्रतिरोध स्वतंत्रपणे तपासला जातो.
इलेक्ट्रिक मोटर्सचा इन्सुलेशन प्रतिरोध मोजण्यासाठी 1000 V पर्यंतचे व्होल्टेज वापरले जातात मेगामीटर 500 आणि 1000 V साठी.
मोजमाप खालीलप्रमाणे केले जाते, मेगोहॅममीटर «स्क्रीन» साठी क्लॅम्प मशीनच्या मुख्य भागाशी जोडलेले आहे आणि दुसरा क्लॅम्प विश्वासार्ह इन्सुलेशनसह लवचिक वायरसह कॉइलच्या टर्मिनलशी जोडलेला आहे. विश्वासार्ह संपर्क सुनिश्चित करण्यासाठी तारांच्या टोकांना इन्सुलेट सामग्रीच्या हँडलसह पॉइंटेड मेटल पिनसह सीलबंद करणे आवश्यक आहे.
मेगर हँडल अंदाजे 2 आरपीएसच्या वारंवारतेने फिरते. लहान मोटर्सची क्षमता लहान असते, म्हणून उपकरणाची सुई मशीनच्या विंडिंगच्या इन्सुलेशन प्रतिरोधनाशी संबंधित स्थितीवर सेट केली जाते.
नवीन मशीन्ससाठी, इन्सुलेशन प्रतिरोध, सराव दर्शविल्याप्रमाणे, 5 ते 100 megohms च्या श्रेणीमध्ये 20 ° C तापमानात चढ-उतार होतो. 1000 V पर्यंत कमी पॉवर आणि व्होल्टेजसह लो-क्रिटिकल ड्राइव्ह असलेल्या मोटर्सना "विद्युत स्थापनेसाठी नियम" R च्या मूल्यावर विशिष्ट आवश्यकता लादू नका.सरावातून, अशी प्रकरणे आहेत जेव्हा 0.5 मेगाहॅमपेक्षा कमी प्रतिकार असलेल्या मोटर्स कार्यान्वित केल्या जातात, त्यांचा इन्सुलेशन प्रतिरोध वाढतो आणि नंतर ते समस्यांशिवाय कार्य करतात.
ऑपरेशन दरम्यान पृथक् प्रतिकार कमी पृष्ठभाग ओलावा, प्रवाहकीय धूळ सह पृथक् पृष्ठभाग दूषित, पृथक् मध्ये ओलावा प्रवेश, आणि पृथक् रासायनिक विघटन कारण आहे. इन्सुलेशन प्रतिरोधकता कमी होण्याचे कारण स्पष्ट करण्यासाठी, दुहेरी पुलाचा वापर करून त्याचे मोजमाप करणे आवश्यक आहे, उदाहरणार्थ R-316, नियंत्रित सर्किटमध्ये दोन वर्तमान दिशानिर्देशांसह. भिन्न मापन परिणामांसह, सर्वात संभाव्य कारण म्हणजे इन्सुलेशनच्या जाडीमध्ये ओलावा प्रवेश करणे.
विशेषतः, वाढीव व्होल्टेजसह विंडिंग्जची चाचणी घेतल्यानंतरच इंडक्शन मोटर चालू करण्याचा प्रश्न निश्चित केला पाहिजे. ओव्हरव्होल्टेज चाचणीशिवाय कमी मूल्याच्या इन्सुलेशन प्रतिरोधनासह मोटरचा समावेश केवळ अपवादात्मक प्रकरणांमध्येच अनुमत आहे, जेव्हा प्रश्न अधिक फायदेशीर आहे हे ठरवले जाते: मोटर धोक्यात आणण्यासाठी किंवा महागड्या उपकरणांच्या डाउनटाइमला परवानगी देण्यासाठी.
मोटरच्या ऑपरेशन दरम्यान, इन्सुलेशनचे नुकसान होते, ज्यामुळे त्याची डायलेक्ट्रिक ताकद परवानगी असलेल्या मानकांपेक्षा कमी होते... GOST नुसार, केस आणि दरम्यानच्या संदर्भात विंडिंग्सच्या इन्सुलेशनच्या डायलेक्ट्रिक ताकदीची चाचणी ते चाचणी व्होल्टेजसह 1 मिनिटासाठी नेटवर्कमधून डिस्कनेक्ट केलेल्या मोटरसह चालते, ज्याचे मूल्य टेबलमध्ये दिलेल्या मूल्यापेक्षा कमी नसावे. 3.
तक्ता 3
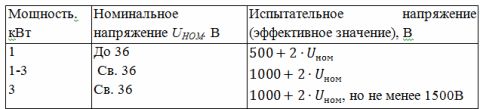
वाढलेले व्होल्टेज एका टप्प्यावर लागू केले जाते, आणि उर्वरित टप्पे मोटर आवरणाशी जोडलेले असतात. जर विंडिंग्स मोटरच्या आत तारा किंवा डेल्टामध्ये जोडलेले असतील, तर विंडिंग आणि फ्रेम दरम्यान इन्सुलेशन चाचणी एकाच वेळी केली जाते. संपूर्ण वळण. चाचणी दरम्यान व्होल्टेज त्वरित लागू केले जाऊ शकत नाही. चाचणी चाचणी व्होल्टेजच्या 1/3 ने सुरू होते, त्यानंतर व्होल्टेज हळूहळू चाचणी व्होल्टेजमध्ये वाढवले जाते आणि अर्ध्या ते पूर्ण चाचणी व्होल्टेजपर्यंत वाढण्याची वेळ किमान 10 एस असावी.
पूर्ण व्होल्टेज 1 मिनिटासाठी राखले जाते, नंतर हळूहळू 1/3Utest पर्यंत कमी केले जाते आणि चाचणी सेटिंग बंद केली जाते. चाचणी दरम्यान इन्सुलेशनचे कोणतेही बिघाड किंवा इन्सुलेशनच्या पृष्ठभागावर ओव्हरलॅप नसल्यास चाचणीचे परिणाम समाधानकारक मानले जातात, तर इन्सुलेशनचे आंशिक नुकसान दर्शविणार्या उपकरणांवर कोणतेही तीक्ष्ण झटके दिसले नाहीत.
चाचणी दरम्यान दोष आढळल्यास, त्यासह एक जागा शोधली जाते आणि कॉइल दुरुस्त केली जाते. व्होल्टेज पुन्हा लागू करून आणि नंतर स्पार्क, धूर किंवा बाहेरून कोणतीही ठिणगी दिसत नसताना थोडासा पॉप पाहून फॉल्टचे स्थान निश्चित केले जाऊ शकते.
सर्किट घटकांचा तांत्रिक डेटा स्पष्ट करण्यासाठी विंडिंग्सच्या प्रतिकाराचे डीसी मापन, काही प्रकरणांमध्ये शॉर्ट सर्किटची उपस्थिती निश्चित करणे शक्य करते. मापन दरम्यान विंडिंग्सचे तापमान सभोवतालच्या तापमानापेक्षा 5 डिग्री सेल्सियसपेक्षा जास्त असू नये.
मोजमाप एकल किंवा दुहेरी पुलाचा वापर करून, ammeter-voltmeter पद्धतीने किंवा microohmmeter पद्धतीने केले जातात.प्रतिकार मूल्ये सरासरीपेक्षा 20% पेक्षा जास्त भिन्न नसावीत.
GOST नुसार, विंडिंग्सचा प्रतिकार मोजताना, प्रत्येक प्रतिकार 3 वेळा मोजला जाणे आवश्यक आहे. अँमीटर-व्होल्टमीटर पद्धतीने कॉइलचा प्रतिकार मोजताना, प्रत्येक प्रतिकार तीन भिन्न वर्तमान मूल्यांवर मोजला जाणे आवश्यक आहे. तीन मोजमापांचे अंकगणितीय सरासरी मूल्य हे वास्तविक प्रतिकार मूल्य म्हणून घेतले जाते.
उच्च मापन अचूकता आवश्यक नसलेल्या प्रकरणांमध्ये ammeter-voltmeter पद्धत (Fig. 1) वापरली जाते. अँमीटर-व्होल्टमीटर पद्धतीने मोजमाप ओमच्या नियमावर आधारित आहे:
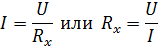
जेथे Rx — मोजलेले प्रतिकार, ओम; यू- व्होल्टमीटर वाचन, व्ही; मी ammeter वाचन, ए.
या पद्धतीसह मोजमापाची अचूकता साधनांच्या एकूण त्रुटीद्वारे निर्धारित केली जाते. म्हणून जर ammeter चा अचूकता वर्ग 0.5% असेल आणि व्होल्टमीटरचा 1% असेल तर एकूण त्रुटी 1.5% असेल.
ammeter-व्होल्टमीटर पद्धती अधिक अचूक परिणाम देण्यासाठी, खालील अटी पूर्ण केल्या पाहिजेत:
1. मापनाची अचूकता मुख्यत्वे संपर्कांच्या विश्वासार्हतेवर अवलंबून असते, म्हणून मोजमाप करण्यापूर्वी संपर्क सोल्डर करण्याची शिफारस केली जाते;
2. स्त्रोतावरील व्होल्टेज ड्रॉपचा प्रभाव टाळण्यासाठी थेट प्रवाहाचा स्त्रोत नेटवर्क किंवा 4-6 V च्या व्होल्टेजसह चांगली चार्ज केलेली बॅटरी असणे आवश्यक आहे;
3. साधनांचे वाचन एकाच वेळी केले पाहिजे.
पुलांचा वापर करून प्रतिकार मापन प्रामुख्याने अशा प्रकरणांमध्ये वापरले जाते जेथे मापनाची अधिक अचूकता प्राप्त करणे आवश्यक असते. अचूकता ब्रिजिंग पद्धती 0.001% पर्यंत पोहोचते. ब्रिज मापन मर्यादा 10-5 ते 106 ohms पर्यंत आहे.
मायक्रोओहमीटर मोठ्या प्रमाणात मोजमाप मोजतो, उदाहरणार्थ, संपर्क प्रतिकार, कॉइलमधील कनेक्शन.
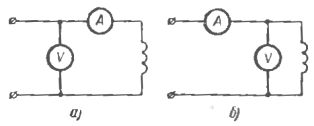
तांदूळ. 1. एममीटर-व्होल्टमीटर पद्धतीने डीसी कॉइलचा प्रतिकार मोजण्याची योजना
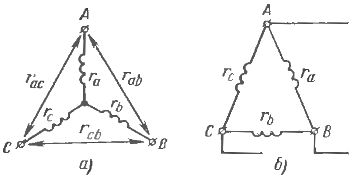
तांदूळ. 2. तारा (a) आणि डेल्टा (b) मध्ये जोडलेल्या इंडक्शन मोटरच्या स्टेटर विंडिंगचा प्रतिकार मोजण्यासाठी योजना
मोजमाप त्वरीत केले जाते कारण इन्स्ट्रुमेंट समायोजित करण्याची आवश्यकता नाही. 10 किलोवॅट पर्यंतची शक्ती असलेल्या मोटर्ससाठी डीसी विंडिंगचा प्रतिकार त्याच्या ऑपरेशनच्या समाप्तीनंतर 5 तासांपूर्वी मोजला जात नाही आणि 10 किलोवॅटपेक्षा जास्त मोटर्ससाठी - स्थिर रोटरसह 8 तासांपेक्षा कमी नाही. जर मोटर स्टेटरमधून विंडिंग्सची सर्व सहा टोके काढली गेली तर प्रत्येक टप्प्याच्या वळणावर मापन स्वतंत्रपणे केले जाते.
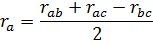
जेव्हा विंडिंग्स तार्याशी आंतरिकपणे जोडलेले असतात, तेव्हा मालिकेत जोडलेल्या दोन टप्प्यांचा प्रतिकार जोड्यांमध्ये मोजला जातो (चित्र 2, अ). या प्रकरणात, प्रत्येक टप्प्याचा प्रतिकार
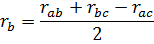
अंतर्गत डेल्टा कनेक्शनसह, रेखीय क्लॅम्प्सच्या आउटपुट टोकांच्या प्रत्येक जोडीमधील प्रतिकार मोजा (चित्र 2, ब). सर्व टप्प्यांचे प्रतिकार समान आहेत असे गृहीत धरून, प्रत्येक टप्प्याचा प्रतिकार याद्वारे निर्धारित केला जातो:

मल्टी-स्पीड मोटर्ससाठी, प्रत्येक विंडिंगसाठी किंवा प्रत्येक विभागासाठी समान मोजमाप केले जातात.
एसी मशीनच्या विंडिंग्जचे योग्य कनेक्शन तपासत आहे. काहीवेळा, विशेषत: दुरुस्तीनंतर, इंडक्शन मोटरचे पाण्याचे टोक चिन्हांकित नसतात, विंडिंगची सुरुवात आणि शेवट निश्चित करणे आवश्यक होते. निर्धारित करण्याचे दोन सर्वात सामान्य मार्ग आहेत.
पहिल्या पद्धतीनुसार, वैयक्तिक टप्प्यांच्या विंडिंगचे टोक प्रथम जोड्यांमध्ये निर्धारित केले जातात. मग सर्किट अंजीर नुसार एकत्र केले जाते. 3, अ."प्लस" स्त्रोत एका टप्प्याच्या सुरूवातीस, "वजा" शेवटपर्यंत जोडलेला आहे.
C1, C2, C3 हे सामान्यतः 1, 2, 3 आणि C4, C5, C6 ची सुरुवात म्हणून घेतले जातात — 4, 5, 6 च्या शेवटी. इतर टप्प्यांच्या विंडिंग्समध्ये विद्युतप्रवाह चालू करण्याच्या क्षणी (2 -3) हे C2 आणि C3 च्या सुरवातीला ध्रुवीयपणा "वजा" आणि C5 आणि C6 च्या शेवटी "प्लस" असलेले प्रेरित इलेक्ट्रोमोटिव्ह फोर्स आहे. ज्या क्षणी फेज 1 मध्ये विद्युत प्रवाह बंद आहे, फेज 2 आणि 3 च्या शेवटी ध्रुवीयता ध्रुवीयतेच्या विरुद्ध आहे जेव्हा ते चालू असतात.
फेज 1 चिन्हांकित केल्यानंतर, थेट प्रवाहाचा स्त्रोत फेज 3 शी जोडला जातो, जर त्याच वेळी मिलिव्होल्टमीटर किंवा गॅल्व्हनोमीटरची सुई त्याच दिशेने विचलित झाली, तर विंडिंगचे सर्व टोक योग्यरित्या चिन्हांकित केले जातात.
दुसऱ्या पद्धतीनुसार प्रारंभ आणि समाप्ती निश्चित करण्यासाठी, मोटर विंडिंग्स तारा किंवा डेल्टा (चित्र 3, बी) शी जोडलेले आहेत आणि फेज 2 वर सिंगल-फेज कमी व्होल्टेज लागू केले आहे. या प्रकरणात, C1 आणि C2 च्या टोकांच्या दरम्यान, तसेच C2 आणि C3 दरम्यान, एक व्होल्टेज उद्भवतो जो पुरवलेल्यापेक्षा थोडा जास्त असतो आणि C1 आणि C3 च्या टोकांच्या दरम्यान व्होल्टेज शून्य होते. फेज 1 आणि 3 चे टोक चुकीच्या पद्धतीने जोडलेले असल्यास, C1 आणि C2, C2 आणि C3 च्या टोकांमधील व्होल्टेज पुरवल्यापेक्षा कमी असेल. पहिल्या दोन टप्प्यांच्या चिन्हांकनाच्या परस्पर निर्धारानंतर, तिसरा त्याच प्रकारे निर्धारित केला जातो.
इंडक्शन मोटरचे प्रारंभिक सक्रियकरण. इंजिनची पूर्ण सेवाक्षमता स्थापित करण्यासाठी, त्याची निष्क्रिय आणि लोड अंतर्गत चाचणी केली जाते. ग्रीससह बीयरिंग भरून यांत्रिक भागांची स्थिती पुन्हा तपासा.
हाताने शाफ्ट वळवून मोटरच्या हालचालीची सहजता तपासली जाते, तर रोटर आणि स्टेटर, तसेच पंखा आणि घर यांच्यातील संपर्क दर्शविणारे कोणतेही कर्कश, खडखडाट आणि तत्सम आवाज नसावेत, नंतर योग्य दिशा रोटेशन तपासले आहे, यासाठी इंजिन थोडक्यात चालू होते.
पहिल्या सक्रियतेचा कालावधी 1-2 सेकंद आहे. त्याच वेळी, सुरुवातीच्या वर्तमान मूल्याचे परीक्षण केले जाते. इंजिनच्या शॉर्ट-टर्म स्टार्टची 2-3 वेळा पुनरावृत्ती करण्याची शिफारस केली जाते, हळूहळू स्विचिंगचा कालावधी वाढवा, त्यानंतर इंजिन दीर्घ कालावधीसाठी चालू केले जाऊ शकते. इंजिन निष्क्रिय असताना, रेग्युलेटरने याची खात्री करणे आवश्यक आहे की चालू असलेले गियर चांगल्या स्थितीत आहे: कोणतेही कंपन नाही, विद्युत प्रवाह नाही, बियरिंग्स गरम होत नाहीत.
चाचणीचे निकाल समाधानकारक असल्यास, इंजिन यांत्रिक भागासह चालू केले जाते किंवा विशेष स्टँडवर चाचणी केली जाते. इंजिनचे ऑपरेशन तपासण्याची वेळ 5 ते 8 तासांपर्यंत बदलते, मशीनच्या मुख्य ब्लॉक्स आणि विंडिंग्सचे तापमान, पॉवर फॅक्टर, युनिट्सच्या बियरिंग्जच्या स्नेहन स्थितीचे निरीक्षण करताना.