केबल टर्मिनल्स
 केबलला त्याच्या वर्तमान वाहून नेणाऱ्या वायर्सच्या कनेक्शन पॉईंटच्या जवळ असलेल्या डिव्हाइसेस, वितरण उपकरणांचे बसबार आणि इलेक्ट्रिकल इंस्टॉलेशनच्या इतर घटकांना सील करण्यासाठी अंतिम सीलिंग केले जाते.
केबलला त्याच्या वर्तमान वाहून नेणाऱ्या वायर्सच्या कनेक्शन पॉईंटच्या जवळ असलेल्या डिव्हाइसेस, वितरण उपकरणांचे बसबार आणि इलेक्ट्रिकल इंस्टॉलेशनच्या इतर घटकांना सील करण्यासाठी अंतिम सीलिंग केले जाते.
सध्या, 10 केव्ही पर्यंतच्या व्होल्टेजसाठी खालील प्रकारचे केबल ब्रेक वापरले जातात: स्टील फनेलमध्ये, रबर ग्लोव्हमध्ये, इपॉक्सी राळ, तसेच पॉलिव्हिनाईल क्लोराईड पट्ट्यांमधून.
स्टील फनेलमधील केबल्सचे टर्मिनेशन (प्रकार पदनाम KVB) अजूनही 10 kV पर्यंतच्या व्होल्टेजसह कोरड्या गरम आणि गरम नसलेल्या खोल्यांमध्ये असलेल्या विद्युत प्रतिष्ठापनांसाठी मोठ्या प्रमाणावर वापरले जाते. अशी सील तीन डिझाइनची असू शकते:
-
KVBm — झाकणाशिवाय अंडाकृती लहान फनेल आणि पोर्सिलेन बुशिंगशिवाय माउंट केलेले,
-
KBBk — गोल फनेलसह, ज्याच्या बाहेर पडताना केबल कोर समभुज त्रिकोणाच्या शिरोबिंदूवर स्थित आहेत (120 ° च्या कोनात),
-
KVBo — ओव्हल फनेलसह, ज्याच्या बाहेर पडताना केबलचे कंडक्टर एका ओळीत स्थित आहेत.
गॅस्केट KVBo आणि KVBk चा वापर अनियंत्रित क्रॉस-सेक्शनच्या कंडक्टरसह 10 केव्ही पर्यंतच्या व्होल्टेजसाठी डिझाइन केलेल्या केबल्स कनेक्ट करण्यासाठी केला जातो, व्होल्टेज 3, 6 आणि 10 केव्हीसाठी केबल्स बंद करताना, फनेल कव्हर आणि पोर्सिलेन बुशिंगसह स्थापित केले जाते आणि कनेक्ट करताना. 1 kV पर्यंतच्या व्होल्टेजसाठी केबल्स — कव्हर आणि बुशिंगशिवाय.
स्टीलच्या फनेलमध्ये केबल्सचे टोक सील करणे बहुतेकदा वापरले जाते, कारण फनेलच्या उत्पादनासाठी आणि कास्टिंगसाठी आवश्यक असलेली सामग्री कोणत्याही विद्युत उपकरणांमध्ये नेहमीच उपलब्ध असते. 3 x 120 मिमी 2 पर्यंतच्या क्रॉस-सेक्शनसह 1 केव्ही पर्यंतच्या व्होल्टेजसाठी तीन-कोर केबल्स आणि 4 x 95 मिमी 2 पर्यंतच्या क्रॉस-सेक्शनसह चार-कोर केबल्सच्या समाप्तीसाठी, बहुतेक अंडाकृती स्टील फनेल लहान असतात. आकार KVBm वापरले जातात. सीलिंग खालील क्रमाने केले जाते.
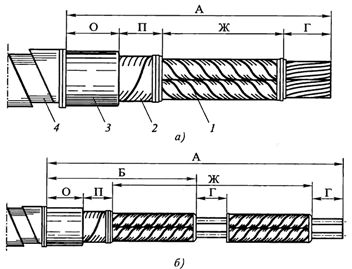
स्थापित केले जाणारे स्टील फनेल धूळ स्वच्छ केले जाते, केबलवर ठेवले जाते (चित्र 1, अ) आणि त्याच्या बाजूने सरकले जाते (फनेलला दूषित होण्यापासून वाचवण्यासाठी ते कागदाने गुंडाळल्यानंतर). केबलचा शेवट कापल्यानंतर, एमपी -1 ब्रँडचे वस्तुमान 120 ... 130 डिग्री सेल्सिअस पर्यंत गरम करा आणि कट विभाग काळजीपूर्वक स्कॅल्ड करा.
पॉलीव्हिनाईल क्लोराईड (चित्र 1, बी) च्या चिकट टेपने शिरा वेगळ्या केल्या जातात, अर्ध-आच्छादित वळण लागू करतात. फनेल केबलच्या कट एंडवर ढकलले जाते (चित्र 1, सी), त्यात तारा स्थित आहेत. नंतर, केबलवर फनेल नेकचे स्थान चिन्हांकित केल्यानंतर, ते पुन्हा हलविले जाते.
तसेच, ग्राउंड वायरला म्यान आणि केबलच्या चिलखतीला वायरच्या पट्टीने जोडून, ते सोल्डर करा (Fig. 1, d ... f).इन्सुलेशनवरील उर्वरित रिंग टेप काढून टाकल्यानंतर आणि नंतर केबलच्या चिलखतीवर (ज्या ठिकाणी फनेल नेक असावा), फनेलच्या मानेवर घट्ट नोझलसाठी रेझिन टेपचे अनेक स्तर शंकूच्या स्वरूपात (चित्र 1, ग्रॅम) जखमेच्या आहेत. .
वळणाच्या मध्यभागी एक ग्राउंड वायर जातो (3 ... 4 स्तरांनंतर). फनेल जागी दाबले जाते, प्रयत्नाने ते रीलवर ठेवले जाते आणि क्लॅम्प्ससह संरचनेत अनुलंब निश्चित केले जाते, ज्याला नंतर ग्राउंड वायर जोडले जाते (चित्र 1, h).
केबल कोरच्या टोकाला कान सोल्डर केलेले किंवा वेल्डेड केले जातात, केबल कोर वाकलेले असतात जेणेकरून ते एकमेकांपासून आणि फनेलच्या भिंतीपासून समान अंतरावर असतात आणि नंतर, फनेल 35 ... 50 पर्यंत गरम करतात. ° C, गरम केबल टेबलसह भरा. थंड आणि संकुचित करताना, केबल वस्तुमान फनेलमध्ये ओतले जाते जेणेकरून त्याची अंतिम पातळी फनेलच्या काठाच्या खाली 10 मिमीपेक्षा जास्त नसेल.
गंज संरक्षणासाठी, फनेल, ब्रॅकेट आणि सपोर्टिंग स्ट्रक्चर इनॅमल पेंटने रंगवले जातात. फनेलवर केबलची संख्या आणि क्रॉस-सेक्शन दर्शविणारे चिन्हांकित केले आहे.
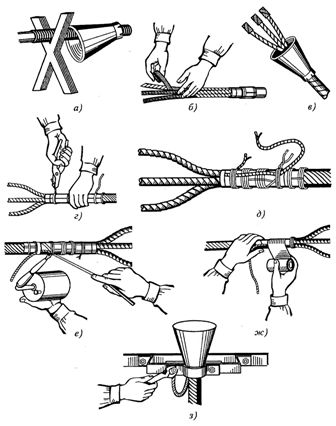
तांदूळ. 1. स्टील फनेलमध्ये केबल पूर्ण करणे (a … h) ऑपरेशन्सचा क्रम
10 मीटरपेक्षा जास्त नसलेल्या केबल्सच्या टोकांच्या स्थानाच्या पातळीत फरक असलेल्या सामान्य वातावरणातील खोल्यांमध्ये रबर ग्लोव्हज (प्रकार पदनाम केव्हीआर) मध्ये केबल्स संपुष्टात आणण्याची परवानगी आहे आणि ते तीन-कोर केबल्ससाठी डिझाइन केलेले आहे. 240 मिमी 2 पर्यंत ट्रान्सव्हर्स कंडक्टर क्रॉस-सेक्शनसह 1 केव्ही पर्यंतचा व्होल्टेज आणि 185 मिमी 2 पर्यंत कंडक्टर क्रॉस-सेक्शनसह चार-कोर केबल्स. रबरचे हातमोजे नायट्रेट रबर PL-118-11 चे बनलेले आहेत.
केबलचा शेवट कापल्यानंतर, KVR टर्मिनेशनची स्थापना (Fig. 2) खालील क्रमाने चालते.प्रथम, केबलच्या कट कोर 4 वर, चिकट पॉलिव्हिनाईल क्लोराईड टेपने बनविलेले विंडिंग 2 चे अनेक स्तर कागदाचे इन्सुलेशन निश्चित करण्यासाठी अंतरावर लावले जातात आणि पाईप 3 आणि फांद्या (बोटांनी) मधून त्यांचा रस्ता सुलभ करण्यासाठी त्याच्या तीक्ष्ण कडांना गोल केले जाते. 14 हातमोजे वर.
ग्लोव्हचा बॉडी (बॉडी) 75 क्लॅम्प 6 (25 ... 30 मिमी, ग्लोव्हच्या आकारावर अवलंबून) च्या रुंदीच्या जवळपास संपूर्ण परिघासह अनेक पायऱ्यांमध्ये पक्कड सह वाकलेला आहे.
दोन कंकणाकृती कटांमधील केबल म्यान 9 चा भाग काढून टाकला जातो आणि क्रॉस 12 च्या इन्सुलेशनच्या उघडलेल्या भागावर जड धाग्याची 13 पट्टी लावली जाते, त्यानंतर ग्लोव्ह बॉडी 15 च्या वाकलेल्या भागावर खडबडीतपणा तयार होतो. , ज्यासाठी गॅसोलीनमध्ये भिजवलेल्या चिंध्याने पुसून त्यावर कार्डो टेप फाइल किंवा ब्रशने प्रक्रिया केली जाते. कवचाचा भाग ज्यावर हातमोजेला चिकटवले जाईल ते चमकण्यासाठी स्वच्छ केले जाते आणि नंतर गॅसोलीनमध्ये भिजवलेल्या कापडाने पुसले जाते.
ग्लोव्ह बॉडीचा वाकलेला भाग आणि शेल विभाग नंतर क्रमांक 88H गोंदच्या पातळ थराने लेपित केला जातो. कवचाचा व्यास हातमोजेच्या आतील व्यासापेक्षा लहान असल्यास, कवचाभोवती तेल-प्रतिरोधक रबर बँड बांधला जातो, ज्याचा प्रत्येक थर देखील चिकटलेला असतो. गोंद कोरडे होण्यासाठी आवश्यक 5 ... 7 मिनिटांनंतर, हातमोजेचे मुख्य भाग टेपच्या रोलवर दुमडले जाते. गृहनिर्माण E ला हातमोजे जोडण्याची खोली 30 … 35 मिमी असावी.
हातमोजेचे शरीर एका विशेष क्लॅम्पने किंवा तांब्याच्या किंवा सौम्य गॅल्वनाइज्ड स्टीलच्या वायरच्या चार वळणाच्या दोन पट्ट्यांसह 1 मिमी व्यासासह (आधी शरीरावर रबर टेपचे दोन थर ज्या ठिकाणी आहेत त्या ठिकाणी घाव घालून) बांधा. स्थापित).
कागदाच्या टेपच्या इन्सुलेशनचे नुकसान होण्यापासून संरक्षण करण्यासाठी रबर ट्यूबला तात्पुरते कापूस किंवा रबर टेपने थेट हातमोजेमध्ये बांधल्यानंतर, केबलचे कोर वाकलेले आणि वाकलेले असतात.
1 प्लस 8 मि.मी.च्या पाईपच्या भागाच्या लांबीच्या बरोबरीच्या भागात तारांचे इन्सुलेट करणारे तारांचे टोक वाकवा, अशा प्रकारे केबलच्या तारा समाप्त करण्यासाठी तयार करा. पाईप्स वाकणे सुलभ करण्यासाठी, या भागांच्या बाह्य पृष्ठभागांना पेट्रोलियम जेली किंवा स्नेहन तेलाने गंधित केले जाते.
कंडक्टिव्ह कोरच्या टोकांना टिपा दाबा, वेल्ड करा किंवा सोल्डर करा आणि नंतर त्यांचा दंडगोलाकार (ट्यूब्युलर) भाग गॅसोलीनने ओल्या चिंधीने पुसून टाका.
पाईपचा वक्र भाग गॅसोलीनने ओलावलेल्या कापडाने पुसल्यानंतर झाडूच्या फाईलने किंवा स्टीलच्या ब्रशने खडबडीत केला जातो आणि नंतर त्यावर क्रमांक 88H गोंदाचा पातळ थर लावला जातो.
तेल-प्रतिरोधक रबर टेपने घावलेले आणि गोंद क्रमांक 88H सह लेपित केलेले रोल्स स्थानिक इंडेंटेशन पद्धतीने दाबताना तयार झालेल्या टिप छिद्रांमध्ये ठेवले जातात. जर टीपच्या दंडगोलाकार भागाचा व्यास पाईपच्या आतील व्यासापेक्षा लहान असेल, म्हणजे, त्यांच्यामध्ये फरक आहे, तेल-प्रतिरोधक रबरचे अनेक स्तर, पूर्वी गॅसोलीनने पुसले गेले आणि गोंद क्रमांक 88 एच सह लेपित केले गेले. , ते पूर्णपणे काढून टाकणे आवश्यक असल्यास, टीप वर जखमेच्या आहेत. सील करण्यासाठी, ट्यूब टीपच्या दंडगोलाकार भागावर स्क्रू केली जाते.
टीपचा दंडगोलाकार भाग पूर्णपणे झाकून त्याच्या दोन व्यासांच्या बरोबरीच्या अंतरावर मुख्य पाईपमध्ये प्रवेश करण्यासाठी अशा लांबीच्या पाईपच्या तुकड्याला चिकटवून देखील सीलिंग केले जाऊ शकते. या प्रकरणात, पाईप्सचे चिकटलेले पृष्ठभाग (मुख्य आणि विभाग) प्रथम खडबडीत केले जातात, गॅसोलीनमध्ये भिजवलेल्या चिंध्याने पुसले जातात, गोंद क्रमांक 88H ने झाकले जातात आणि कोरडे होऊ दिले जातात. त्यानंतर पुन्हा गोंद क्रमांक 88H चा जाड थर लावला जातो. ट्यूब विभागाची आतील पृष्ठभाग आणि ताबडतोब टीप वर दाबली.
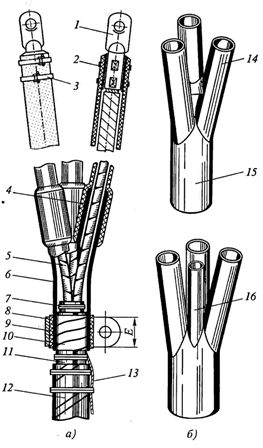
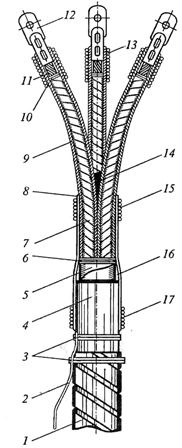
तांदूळ. 2. KVR टर्मिनेशनचे बांधकाम (a) आणि थ्री-कोर आणि फोर-कोर केबल्ससाठी रबर ग्लोव्हजचा प्रकार (b): 1 — टॉप, 2, 11 — PVC टेप वाइंडिंग, 3 — नायट्रेट रबर ट्यूब, 4 — केबल कोर, 5 — हातमोजा, 6 — ब्रॅकेट, 7 — ग्राउंड वायर, 8 — बंपर, 9 — केबल शीथ, 10 — तेल-प्रतिरोधक रबर स्ट्रिप सील, 12 — बेल्ट इन्सुलेशन, 13 — पट्टी, 14 — हातमोजे बोट, 15 — ग्लोव्ह बॉडी , 16 — फोर-कोर फोर-कोर केबलसाठी वाढ
एलए ब्रँडच्या कास्टिंगच्या मदतीने वेल्डिंगद्वारे कोर पूर्ण करताना, तेल-प्रतिरोधक रबरची एक पट्टी कोरच्या उघड्या भागावर जखमेच्या वळणाच्या संक्रमणासह कोरच्या टोकाकडे आणि इन्सुलेशनसह जखम केली जाते. या कॉइलला 1.5 ... 2 मिमी व्यासासह वळलेल्या सुतळीच्या सतत पट्टीसह सील करण्याची परवानगी आहे, जी नंतर डांबर वार्निशने झाकलेली आहे.
फिटिंगला रबर टयूबिंग सील करण्याच्या सर्वात सामान्य पद्धती अंजीर मध्ये दर्शविल्या आहेत. 3. रबर ट्यूब 1 टीप बॉडीवर 1 मिमी व्यासासह तांबे वायरच्या विशेष टेप 3 किंवा चार वळणांसह निश्चित केल्या जातात.
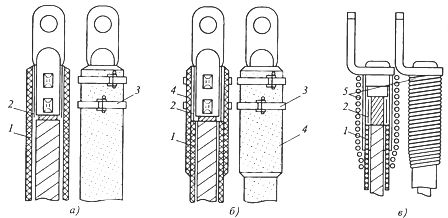
तांदूळ. 3.अॅल्युमिनियमच्या टोकावर रबर पाईप्स सील करण्याच्या पद्धती: a — पाईप प्री-रोलिंग करून, b — पाईपचा तुकडा वापरून, c — मोल्डेड टीपवर फिरवलेला सुतळी, 1 — रबर पाईप, 2 — तेल-प्रतिरोधक रबर टेपसह कॉइल , 3, 5 — स्टील टेप आणि सुतळीच्या पट्ट्या, 4 — रबर ट्यूबचे कनेक्टर
इपॉक्सी केबल टर्मिनेशन, ते अंमलबजावणीची साधेपणा, विश्वासार्हता, उच्च विद्युत आणि यांत्रिक सामर्थ्य, सुरक्षा आणि उष्णता प्रतिरोध (अशा सीलचे कार्यरत तापमान -50 ते +90 डिग्री सेल्सियस पर्यंत असते) द्वारे ओळखले जाते.
त्याचे KVE प्रकाराचे सामान्य पदनाम आहे आणि 10 kV पर्यंतच्या व्होल्टेजसाठी डिझाइन केलेल्या आणि कोणत्याही आवारात तसेच वातावरणातील पर्जन्य आणि सूर्यप्रकाशाच्या थेट प्रदर्शनापासून संरक्षणाच्या अधीन असलेल्या बाह्य विद्युत प्रतिष्ठापनांमध्ये वापरल्या जाणार्या पॉवर केबल्स समाप्त करण्यासाठी वापरला जातो.
इपॉक्सी कंपाऊंड बरा केल्यावर एक इपॉक्सी फिनिश बॉडी तयार होते, ती शंकूच्या आकारात बनविली जाते, केबलच्या शेवटी तात्पुरते सरकते.
इपॉक्सी बॉडी इन्सर्ट (चित्र 4) खालील डिझाइनचे असू शकते:
-
KVEN — कोरड्या खोल्यांमध्ये वापरण्यासाठी वायरच्या नायट्रेट रबर ट्यूबसह,
-
केव्हीईडी - आर्द्र खोल्या आणि उष्णकटिबंधीय आणि उपोष्णकटिबंधीय हवामान असलेल्या भागात वापरण्यासाठी नसांवर दोन-स्तर (पॉलीविनाइल क्लोराईडचा खालचा थर, पॉलिथिलीनचा वरचा थर) पाईप्ससह,
-
KVEP — 1 kV पर्यंतच्या व्होल्टेजसाठी डिझाइन केलेल्या केबलच्या मल्टी-कोर कंडक्टरच्या आत सोल्डर केलेल्या इन्सुलेटेड कंडक्टरच्या आवरणातून बाहेर पडून, दमट खोल्या आणि उष्णकटिबंधीय आणि उपोष्णकटिबंधीय हवामान असलेल्या भागात वापरण्यासाठी,
-
KVEz — 1 kV पर्यंतच्या व्होल्टेजसाठी डिझाइन केलेल्या केबल्सच्या सिंगल-वायर कंडक्टरवर नायट्रेट रबर ट्यूब आणि दमट खोल्या आणि उष्णकटिबंधीय आणि उपोष्णकटिबंधीय हवामान असलेल्या भागात वापरण्यासाठी बॉक्सच्या आत "लॉक" डिव्हाइससह.
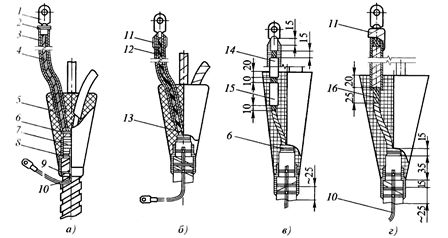
तांदूळ. 4. वेगवेगळ्या डिझाईन्सच्या केबल्सचे अंतिम इपॉक्सी सीलिंग: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — टीप, 2 — पट्टी किंवा क्लॅंप, 3 — नायट्रेट रबर ट्यूब, 4 — फॅक्टरी इन्सुलेशनमध्ये प्रवाहकीय वायर , 5 — इपॉक्सी मिश्रणाचा केस, 6 — बेल्टच्या इन्सुलेशनवर कच्च्या धाग्यांनी बनवलेली पट्टी, 7 — केबल शीथ, 8 — डबल-लेयर विंडिंग, 9 — ग्राउंडिंग वायरची वायर पट्टी, 10 — ग्राउंडिंग वायर, 11 — कॉटन टेपचे वळण, इपॉक्सी मिश्रणाने झाकलेले, 12 — डबल-लेयर पाईप, 13 — इन्सुलेटेड वायर, 14 — सोल्डरिंगद्वारे कोरचे जंक्शन, 15 — चिकट PVC टेपपासून वळण, 16 — कोरचा उघडा भाग
वरील व्यतिरिक्त, केव्हीईओ टर्मिनल्स इपॉक्सी कास्ट बॉडीशिवाय देखील वापरले जातात, परंतु इपॉक्सी मिश्रणाने चिकटलेल्या कॉटन टेपच्या रीलसह, ते 1 kV पर्यंतच्या व्होल्टेजसाठी हेतू असलेल्या सिंगल-कोर केबल्सच्या अंतिम समाप्तीसाठी आहेत. KVEN टर्मिनल्स आणि KVED सारख्याच परिस्थितीत.
टर्मिनलची स्थापना केबल कापल्यानंतर सुरू होते, सामान्य सूचनांनुसार केली जाते. KVEP आणि KVEz टर्मिनल्ससाठी केबल स्ट्रिप्सचे परिमाण अंजीर वापरून निर्धारित केले जातात. 5 आणि टॅब. १.
तांदूळ. 5. KVEP (a) आणि KVEz (b) फिट करण्यासाठी केबल कापणे: 1 — कारखाना इन्सुलेशनमधील कोर, 2 — बेल्ट इन्सुलेशन, 3 — म्यान, 4 — केबल शील्ड
केव्हीईपी टर्मिनेशनचे वैशिष्ठ्य हे आहे की ते केबलचे प्रवाहकीय कोर नसतात जे त्यातून बाहेर पडतात, परंतु त्यांना जोडलेले इन्सुलेटेड वायरचे तुकडे असतात. हे खालीलप्रमाणे केले जाते.केबल कोरच्या क्रॉस-सेक्शनशी संबंधित क्रॉस-सेक्शनसह आवश्यक लांबीच्या इन्सुलेटेड वायरचा तुकडा निवडला जातो, त्याचे टोक स्वच्छ केले जातात, त्यापैकी एक केबल कोरशी आणि दुसरा टीपशी जोडण्याची तयारी करत आहे.
तक्ता 1 KVEP आणि KVEz फिटिंगसाठी केबल बँडचे आकार
चॅनेलच्या विभागांच्या विभागांचे आकार, मिमी (चित्र 5 पहा) AOONSGBCEP-1, Quep-2170352040-Qvep-3, Queep-4210502045-CVEP-5, Quep-62405020-Quep-724-, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
टिपा:
1. कट केबल कोरची लांबी (सेगमेंट Ж) बिछावणी आणि कनेक्शनच्या परिस्थितीनुसार घेतली जाते, परंतु 150 मिमी पेक्षा कमी नाही.
2. KVEz च्या समाप्तीसाठी विभाग G हे तारांच्या समाप्तीच्या पद्धतीनुसार निर्धारित केले जाते.
केबलच्या कॉपर कोर आणि कॉपर वायरचे उघडे टोक कमी केले जातात, कनेक्टिंग कॉपर स्लीव्हमध्ये घातले जातात आणि त्यात POS-30 किंवा POS-40 सोल्डर टाकून सोल्डर केले जाते. केबलचा अॅल्युमिनियम कोर अॅल्युमिनियमच्या स्लीव्हमध्ये सोल्डरिंग, ओतणे किंवा क्रिमिंग करून अॅल्युमिनियम वायरशी जोडला जातो.
केबलचा कोर कंडक्टरशी जोडल्यानंतर, उघडलेल्या भागावर चिकट पॉलिव्हिनाईल क्लोराईड टेपचा एक स्पूल लावला जातो, ग्राउंड कंडक्टरला ढाल आणि पट्ट्यामध्ये सोल्डर केले जाते आणि नंतर समाप्ती बिंदूवरील कोर आणि आवरण एसीटोनने कमी केले जातात. जोपर्यंत ते इपॉक्सी कंपाऊंडला चांगले चिकटत नाहीत.
केबलच्या तयार टोकावर एक जंगम शंकू बसविला जातो, जेणेकरून केबलचे कोर त्याच्या काठाच्या प्रत्येक बिंदूपासून कमीतकमी 6 ... 7 मिमीच्या अंतरावर असतील आणि सोल्डरिंग विभाग आत असेल. मोल्ड इपॉक्सी मिश्रणाने ओतला जातो आणि कडक झाल्यानंतर तो काढून टाकला जातो.
KVEz epoxy टर्मिनेशन (Fig. 4, d पहा) KBEp टर्मिनेशनपेक्षा वेगळे आहे की 25 मिमी लांब विभाग G, ज्याला लॉक म्हणतात, केबलच्या सिंगल-कोर सॉलिड वायर्सवर इन्सुलेशन मुक्त ठेवल्या जातात (चित्र 5 पहा). या लांबीच्या नायट्रेट रबरापासून बनवलेली ट्यूब उघडलेल्या भागांसह तारांवर ठेवली जाते, ज्यामुळे एक टोक टोकाच्या दंडगोलाकार भागावर ओढता येईल आणि दुसरा भाग इपॉक्सी बॉडीमधील रेसेसेस कमीतकमी खोलीपर्यंत बुडवेल. 20 मिमी.
इपॉक्सीसह साचा स्थापित करताना आणि भरताना, KVEz एम्बेड्स KVEP एम्बेड्स सारख्याच आवश्यकता पूर्ण करतात.
तांदूळ. 6. टर्मिनेशन KVV: 1 — केबल शील्ड, 2 — ग्राउंड वायर, 3 — शील्ड आणि शीथच्या वायर पट्ट्या, 4 — केबल म्यान, 5 — फॅक्टरी-मेड इन्सुलेशन, 6 — कंबर इन्सुलेशनवर सूती धाग्याची पट्टी, 7 — कारखान्यातील कोर इन्सुलेशन, 8 — काचेच्या आकाराचा पट्टा वाइंडिंग, 9 — कोर वाइंडिंग, 10 — कोर इन्सुलेशनवर सुती धाग्याची पट्टी, 11 — कोरचा उघडा भाग, 12 — केबल क्लॅम्प, 13, 15, 17 — बँडेज, 14 — फिलिंग, 16 - लेव्हलिंग रोलर
पीव्हीसी पट्ट्यांसह केबल्सची समाप्ती
पॉलीविनाइल क्लोराईड टेप आणि वार्निश (प्रकार पदनाम KVV) पासून बनविलेले शेवटचे सील कागदासह इन्सुलेटेड केबल्ससाठी वापरले जातात, 10 kV पर्यंतच्या व्होल्टेजसाठी आणि घरामध्ये वापरल्या जातात, तसेच 40 डिग्री सेल्सिअसपेक्षा जास्त नसलेल्या सभोवतालच्या तापमानात आणि बाहेरील प्रतिष्ठापनांमध्ये वापरले जातात. पर्जन्य आणि सूर्यप्रकाशाच्या थेट प्रदर्शनापासून संरक्षण करण्यासाठी.
केव्हीव्ही टर्मिनेशन वापरले जाते जेव्हा मार्गावरील केबलच्या स्थानाच्या सर्वोच्च आणि सर्वात कमी बिंदूच्या पातळीतील फरक 10 मीटरपेक्षा जास्त नसतो, अन्यथा एक विशेष केव्हीव्ही समाप्ती वापरली जाते. केव्हीव्ही फिटिंग्जची स्थापना किमान 5 डिग्री सेल्सियसच्या वातावरणीय तापमानात केली जाते.
केव्हीव्ही (चित्र 6) चे सीलिंग अनुक्रमे पीव्हीसी गोंद, रचना क्रमांक 1 (झाकण) किंवा क्रमांक 2 (भरणे) वापरून पॉलिव्हिनाल क्लोराईड टेपसह चिकट (पहिली आवृत्ती) किंवा नॉन-अॅडेसिव्ह (दुसरी आवृत्ती) चालते. (चित्र. चिकट थर असलेली) टेप 0.2 ... 0.3 मिमी जाडी आणि 15 ... 20 मिमी रुंद आहे आणि नॉन-स्टिकी टेप 0.4 मिमी जाड आणि 25 मिमी रुंद आहे. केव्हीव्ही पूर्ण करण्यासाठी केबल क्रॉस-सेक्शनचे परिमाण टेबल वापरून निर्धारित केले जातात. 2 आणि अंजीर. 5, अ.
केबल लग्स केबल कोरच्या टोकांना वेल्डेड, सोल्डर किंवा क्रिम केलेले असतात.
लोकल रिसेसमधून लग क्रिम करून केबल कोर बंद करताना, फॅक्टरी सील असलेले फक्त ट्यूब लग वापरतात. केबलची अॅल्युमिनियम वायर क्रिमिंग करण्यापूर्वी, टीपची आतील पृष्ठभाग स्टील वायर ब्रशने साफ केली जाते आणि क्वार्ट्ज-व्हॅसलीन पेस्टने वंगण घालते.
वायरच्या टोकापासून टीपच्या पाईपच्या भागाच्या लांबीइतकी लांबीचे इन्सुलेशन काढून टाकल्यानंतर आणि कार्डो टेपपासून ते धातूच्या चमकापर्यंत घासल्यानंतर, उघडलेल्या भागाला क्वार्ट्ज-व्हॅसलीन पेस्टने वंगण देखील केले जाते.
अशा तयारीनंतर, टीप कोरवर टिकत नाही तोपर्यंत ठेवली जाते आणि आधी निवडलेल्या पंच आणि डायसह दाबण्याच्या यंत्रणेमध्ये ठेवल्यानंतर, ते वाकवा.क्रिमिंगनंतर टीपच्या ट्यूबलर भागावर मिळालेले खड्डे गॅसोलीनने ओले केलेल्या कापडाने पुसले जातात, रचना क्रमांक 2 सह वंगण घालतात आणि नंतर पॉलिव्हिनाल क्लोराईड टेप आणि पॉलिव्हिनाईल क्लोराईड रचना क्रमांक 2 च्या रोलने भरले जातात.
टेप रोलची मात्रा आणि आकार छिद्राच्या खोली आणि आकाराशी संबंधित असणे आवश्यक आहे. हँक छिद्रामध्ये दाबली जाते आणि नंतर कंपाऊंड #2 सह लेपित केली जाते.
केबल लग्सच्या दंडगोलाकार भागाच्या बाह्य पृष्ठभागापासून ते कोर इन्सुलेशनपर्यंतच्या संक्रमणामध्ये तयार झालेल्या लेजेस 7.5 मिमी रुंदीच्या पॉलिव्हिनाईल क्लोराईड टेपच्या कॉइलने समतल केल्या जातात, ज्यासाठी टेप रोल 15 मिमी रुंद अर्धा कापला जातो. त्याचप्रमाणे, लीड किंवा अॅल्युमिनियम शीथपासून बेल्ट इन्सुलेशनमध्ये संक्रमण करताना स्कर्टिंग संरेखित करा.
तक्ता 2. केव्हीव्ही टर्मिनल इंस्टॉलेशनसाठी केबल स्ट्रिपचे परिमाण
इन्स्टॉलेशन कंडक्टर विभागाचा आकार, mm2, व्होल्टेज केबल्ससाठी, चॅनेल विभागांचे kV आयाम, mm (पहा. चित्र 4, a)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 70V20…59-5… 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-6240185125KV-62401851520F +1851525KVV-62401851520F + 12 510025KVV-8—240F + 12510025
टिपा:
1. कट वायर्सची लांबी (सेगमेंट जी) कनेक्शनच्या परिस्थितीनुसार घेतली जाते, परंतु 1 केव्हीच्या व्होल्टेजसाठी केबलसाठी 150 मिमी, 6 केव्हीच्या व्होल्टेजसाठी 250 मिमी आणि व्होल्टेजसाठी 400 मिमीपेक्षा कमी नाही. 10 kV चे.
2. विभाग जी तारांच्या समाप्तीच्या पद्धतीनुसार निर्धारित केले जाते.
नंतर वायर इन्सुलेशनचे बाह्य पृष्ठभाग आणि बेल्ट इन्सुलेशन गॅसोलीनने किंचित ओलसर केलेल्या चिंध्याने पुसून टाका आणि बेल्ट इन्सुलेशनपासून ते टोकाच्या संपर्क भागापर्यंत प्रत्येक कोर पॉलिव्हिनाईल क्लोराईड टेपने जखमेच्या आहेत (तीन थरांमध्ये वायर क्रॉस- 95 मिमी 2 पर्यंतचा विभाग आणि 120 मिमी 2 आणि अधिकच्या क्रॉस-सेक्शनसह चार स्तरांमध्ये).
पॉलीव्हिनिल क्लोराईड टेपचे स्तर मागील वळणाच्या 50% ओव्हरलॅपसह (ओव्हरलॅप) आणि तणावासह लागू केले जातात ज्यामध्ये प्रारंभिक रुंदी 1/4 पेक्षा जास्त कमी न करता टेप ताणला जातो. प्रत्येक कोरचा शेवटचा विंडिंग लेयर लीड किंवा अॅल्युमिनियम शीथच्या संपूर्ण पिचजवळ जाऊन केला जातो.
प्रत्येक कोरचे वळण ब्रशने झाकलेले असते ज्यामध्ये म्यानच्या बाजूने अनुक्रमे 25 पर्यंत केबल व्यासासह 70, 100 किंवा 120 मिमी लांबी (बेल्ट इन्सुलेशनच्या शेवटी मोजणे) मध्ये रचना क्रमांक 2 च्या जाड थराने झाकलेले असते. , 40 आणि 55 मि.मी. रचना प्रत्येक कोरच्या पृष्ठभागाच्या त्या भागावर लागू केली जाते जी आतील बाजूस असते.
ब्रश किंवा लाकडी स्पॅटुला वापरुन, कंपाऊंड क्रमांक 2 शिरामधील अंतर्गत जागा भरण्यासाठी वापरला जातो. नंतर शिरा एका बंडलमध्ये हाताने दाबल्या जातात आणि रचना क्रमांक 2 सह झाकलेल्या क्षेत्रापासून 10 मिमी अंतरावर कापसाच्या टेपच्या पट्टीने या स्थितीत निश्चित केल्या जातात.
संकुचित नसांच्या बंडलच्या बाह्य पृष्ठभागावर देखील रचना #2 च्या जाड थराने लेपित केले जाते (बंडलमध्ये बाहेर काढलेल्या रचना वापरुन). शिरांद्वारे तयार केलेल्या खोबणीतील रचनांचे प्रमाण असे असावे की ते बंडलच्या पृष्ठभागाच्या वर तीन रोलच्या स्वरूपात बाहेर पडते, म्हणजेच ते रचनाने भरलेले राहू नये, ज्यामध्ये हवा आणि आर्द्रता येऊ शकते. जमा करणे
बंडलमध्ये संकुचित केलेल्या कोरच्या भागावर आणि केबल जॅकेटच्या विभागात, पॉलीव्हिनाईल क्लोराईड टेपच्या आठ थरांची एक स्ट्रिप ग्लास वळण 50% ओव्हरलॅपसह (केबल क्रॉस-सेक्शन आणि व्होल्टेजची पर्वा न करता) लागू केली जाते. या वळणाच्या टोकापासून 20 मिमीचे अंतर आणि केबल रॉडच्या दंडगोलाकार भागावर - 1 मिमी (टेबल 3) व्यासासह सुतळीच्या पिळलेल्या पट्ट्या.
ब्रश वापरून ड्रेसिंग पॉलिव्हिनाल क्लोराईड कंपाऊंड क्रमांक 1 सह झाकलेले आहे.
ओलावा प्रतिरोध वाढविण्यासाठी, सीलची बाह्य पृष्ठभाग डामर वार्निश किंवा रंगीत मुलामा चढवणे पेंट सह संरक्षित आहे.
काचेच्या कॉइलच्या 10 मिमी वर लावलेल्या कापसाच्या टेपने बनवलेली तात्पुरती पट्टी तारांना वाकल्यानंतर आणि त्यांना उपकरण किंवा स्विचगियरच्या संबंधित रबर्सच्या संपर्कांशी जोडल्यानंतर आणि क्रमांक 2 ची रचना पुरेशी कोरडे केल्यानंतर काढली जाऊ शकते.
याव्यतिरिक्त, रचना 2 कोरडे होण्याआधी, केबलच्या टोकांच्या स्थानाच्या पातळीतील फरकामुळे उद्भवलेल्या गर्भधारणेच्या रचनेच्या दबावातून एम्बेडमेंट सोडणे इष्ट आहे. लोड अंतर्गत नवीन स्थापित टर्मिनेशनसह केबलचे कनेक्शन इंस्टॉलेशनच्या समाप्तीनंतर 48 तासांपेक्षा पूर्वीचे नाही.
नॉन-अॅडेसिव्ह पॉलीविनाइल क्लोराईड टेप आणि लिक्विड कंपाऊंड #1 वापरून KVV सील अॅडहेसिव्ह टेप वापरणाऱ्या सीलप्रमाणेच स्थापित केले जातात. या प्रकरणात, कॉइलचा प्रत्येक थर (पुढील लेयर पूर्ण होण्यापूर्वी त्याच्या आच्छादनाची घनता कमकुवत होऊ नये म्हणून) कच्च्या धाग्यांच्या 2-3 स्ट्रँडच्या पट्टीने तात्पुरते निश्चित केले जाते.
तक्ता 3 केबल कोरच्या क्रॉस-सेक्शनवरील पट्टीच्या रुंदीचे अवलंबन
कोर विभाग, mm2162535507095120150185240 पट्टी रुंदी, mm25303540455055657075
कॉइलच्या प्रत्येक थराची पृष्ठभाग प्रथम एकाने झाकली जाते, आणि कोरडे झाल्यानंतर - रचना क्रमांक 1 च्या दुसर्या लेयरसह. टेपचा पुढील स्तर रचना क्रमांक 1 च्या तिसऱ्या स्तरावर लागू केला जातो, जो लगेच लागू होत नाही. संपूर्ण लांबीच्या बाजूने, परंतु हळूहळू 100 मिमी लांबीच्या विभागांमध्ये.
केबलच्या टोकांच्या स्थान पातळीमध्ये मोठ्या फरकांसह विशेष डिझाइनचे केव्हीव्ही सील वापरले जातात. ते पहिल्या आणि दुसऱ्या डिझाईन्सच्या सीलपेक्षा वेगळे आहेत कारण कोर इन्सुलेशनवरील विंडिंग पॉलीव्हिनाईल क्लोराईड टेपच्या पाच थरांनी बनलेले आहे आणि सीलिंग स्पाइन क्रमांक 2 पॉलीविनाइल क्लोराईड कंपाऊंडऐवजी इपॉक्सी कंपाऊंडने सील केलेले आहे.
विशेष बांधकाम केव्हीव्ही फिटिंग्जमध्ये, टीप आणि कोर इन्सुलेशन दरम्यान लेव्हलिंग कॉइल प्रत्येक वळणावर इपॉक्सीच्या उदार कोटिंगसह सूती टेपने बनविली जाते.