बोल्ट केलेले संपर्क कनेक्शन
 आयताकृती तारांमधील कनेक्शन बोल्ट, स्टड किंवा क्लॅम्पच्या मदतीने केले जाते. बोल्टची संख्या टायर्सच्या आकारानुसार निश्चित केली जाते. एका मोठ्या विभागासह एका बोल्टपेक्षा लहान विभागासह अनेक बोल्ट वापरून संपर्क पृष्ठभागांची संकुचित शक्ती सुनिश्चित करणे अधिक फायद्याचे आहे, कारण पहिल्या प्रकरणात संपर्क स्पॉट्सची संख्या जास्त आहे. परिणामी, कनेक्शनचा जंक्शन प्रतिरोध कमी होतो आणि संपर्क क्षेत्रावर विद्युत् प्रवाहाचे अधिक समान वितरण प्राप्त होते. इलेक्ट्रिकल उपकरणांचे फ्लॅट आणि पिन कॉन्टॅक्ट वायर GOST 21242-75 नुसार बनवले जातात.
आयताकृती तारांमधील कनेक्शन बोल्ट, स्टड किंवा क्लॅम्पच्या मदतीने केले जाते. बोल्टची संख्या टायर्सच्या आकारानुसार निश्चित केली जाते. एका मोठ्या विभागासह एका बोल्टपेक्षा लहान विभागासह अनेक बोल्ट वापरून संपर्क पृष्ठभागांची संकुचित शक्ती सुनिश्चित करणे अधिक फायद्याचे आहे, कारण पहिल्या प्रकरणात संपर्क स्पॉट्सची संख्या जास्त आहे. परिणामी, कनेक्शनचा जंक्शन प्रतिरोध कमी होतो आणि संपर्क क्षेत्रावर विद्युत् प्रवाहाचे अधिक समान वितरण प्राप्त होते. इलेक्ट्रिकल उपकरणांचे फ्लॅट आणि पिन कॉन्टॅक्ट वायर GOST 21242-75 नुसार बनवले जातात.
अनेक जोडत आहे समांतर बसेस एकमेकांमधील टप्पे जोड्यांमध्ये न ठेवता जोडण्याद्वारे केले जातात, कारण दुसऱ्या प्रकरणात संपर्क पृष्ठभाग खूपच लहान आहे आणि क्षणिक प्रतिकार मोठा आहे.
जेव्हा विद्युत प्रवाह जातो तेव्हा संपर्क कनेक्शनचे भाग गरम होतात आणि गरम झाल्यामुळे विस्तारतात. शॉर्ट सर्किट दरम्यान विशेषतः लक्षणीय गरम आणि विस्तार होतो. संपूर्ण संपर्क दुव्यावर विस्तार सारखा नसतो कारण त्याच्या भागांमध्ये रेखीय विस्ताराचे भिन्न गुणांक असतात.
तांबे आणि अॅल्युमिनियम बसबार बोल्ट प्रतिकूल परिस्थितीत काम करतात, कारण स्टीलच्या बोल्टच्या रेखीय विस्ताराचे गुणांक तांबे किंवा अॅल्युमिनियमच्या बसबारच्या तुलनेत कमी असते: याशिवाय, शॉर्ट सर्किट झाल्यास, बोल्ट नेहमीपेक्षा कमी गरम होतात. टायर
शॉर्ट-सर्किट मोडमध्ये, अतिरिक्त शक्ती बोल्टवर कार्य करतात, ज्यामुळे, बोल्टच्या घट्ट शक्तीच्या संयोगाने, तापमान कमी झाल्यावर कायमस्वरूपी विकृती आणि संपर्क कनेक्शन कमकुवत होऊ शकते. टायर पॅक जितका जाड असेल तितका क्लॅम्पिंग बोल्टमध्ये यांत्रिक ताण जास्त असतो. बेलविले स्प्रिंग्स वापरून हे ताण कमी करता येतात.
दोन प्रकारच्या GOST 17279-71 नुसार इलेक्ट्रिकल हेतूंसाठी डिस्क स्प्रिंग्स तयार केले जातात:
— Ш — टायरच्या सांध्यातील संपर्क दाब राखण्यासाठी स्प्रिंग्स,
— K — इलेक्ट्रिकल उपकरणांच्या टर्मिनल्ससह केबल लग्सच्या कनेक्शनमध्ये संपर्क दाब राखण्यासाठी स्प्रिंग्स, ज्यात टायर्सच्या तुलनेत कमी संपर्क विमान आहे
स्प्रिंग्सचे मुख्य मापदंड अंजीर मध्ये दर्शविले आहेत.
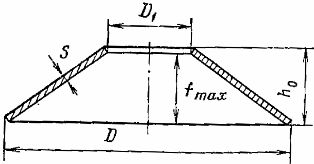
तांदूळ. 1. बेलेविले स्प्रिंग.
बेलेविले स्प्रिंग्स न वापरता कनेक्शन बनवण्याची परवानगी आहे, परंतु बोल्टच्या डोक्याखाली किंवा नटच्या खाली अॅल्युमिनियमच्या बाजूला स्थापित केलेल्या जाड वॉशरसह. सामान्य (GOST 11371-78) आणि विस्तारित (GOST 6958-78) वॉशरची परिमाणे संदर्भ सारणीमध्ये दिली आहेत.
एक किंवा चार बोल्टच्या संपर्क कनेक्शनमध्ये जोडलेल्या घटकांच्या ओव्हरलॅपची (ओव्हरलॅप) लांबी क्वचितच बसबारच्या रुंदीपेक्षा जास्त असते आणि दोन बोल्टसह ती बसबारच्या रुंदीच्या 1.5 ते 2 पट असते.
दाब वाढवून आणि कडकपणा कमी करून संपर्क जोडाच्या संपर्क प्रतिरोधकतेत घट केली जाते.
अंजीर. 2. अनुदैर्ध्य विभागासह टायर्सचे संपर्क कनेक्शन.
टायर्सच्या संपर्क कनेक्शनची कडकपणा कमी करण्यासाठी, 3-4 मिमी रुंदी, 50 मिमी (चित्र 2) लांबीसह रेखांशाचा कट करा.
उघड वर्तमान घनतेच्या संपर्क पृष्ठभाग आणि बोल्टसाठी स्वीकार्य तन्यता बल यांच्यातील आवश्यक विशिष्ट दाबांच्या आधारे संयुक्तमधील बोल्ट निवडले जातात. संपर्क सांध्यातील शिफारस केलेले विशिष्ट दाब, एमपीए, संपर्क जोडाच्या सामग्रीवर अवलंबून, खाली दिले आहेत.
टिन केलेला तांबे - 0.5 - 10.0
तांबे, पितळ, कांस्य, असुरक्षित — ०.६ — १२.०
अॅल्युमिनियम - 25.0
टिन केलेले स्टील - 10.0 - 15.0
बेअर स्टील - 60.0
बोल्टची लांबी निवडली जाते जेणेकरुन असेंब्ली आणि कनेक्शन घट्ट केल्यावर फ्री थ्रेडचे किमान दोन थ्रेड राहतील.
संदर्भ तक्त्यामध्ये दिलेल्या टॉर्क मूल्यांची खात्री करून, संपर्क कनेक्शनचे बोल्ट रेंचने घट्ट केले जातात.
बेलेविले स्प्रिंग बोल्ट दोन चरणांमध्ये घट्ट केले जातात. प्रथम, बेलेविले स्प्रिंग पूर्णपणे संकुचित होईपर्यंत बोल्ट घट्ट केला जातो, नंतर MB आणि M12 बोल्टसाठी 1/4 वळण आणि इतर बोल्टसाठी 1/6 वळण उलट दिशेने रेंच वळवून कनेक्शन सैल केले जाते.
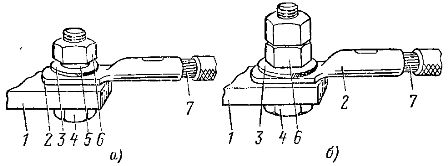
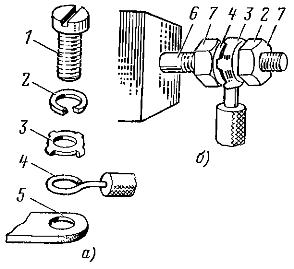
तांदूळ. 3. कॉपर वायरला कॉपर किंवा अॅल्युमिनियम मिश्र धातुच्या फ्लॅट टर्मिनलसह जोडणे: a — M8 पर्यंतच्या बोल्टसाठी, b — सर्व आकारांच्या बोल्टसाठी, 1 — टर्मिनल, 2 — टीप, 3 — वॉशर, 4 — बोल्ट, 5 — स्प्रिंग वॉशर, 6 — नट, 7 — कोर.
सपाट तांबे किंवा अॅल्युमिनियम मिश्र धातु टर्मिनल्सशी सपाट तारांचे कनेक्शन (चित्र.3) स्टील बोल्ट (GOST 7798-70), नट (GOST 5915-70) आणि वॉशर (GOST 11371-78) आणि अॅल्युमिनियमच्या टर्मिनल्सच्या मदतीने चालते - संपर्क दाब स्थिर करण्यासाठी साधनांचा वापर करून: स्प्रिंग्स रेखीय विस्तार (18-21) x 10-6 ° C-1 (चित्र 4) च्या गुणांकासह तांबे किंवा अॅल्युमिनियम मिश्र धातुंनी बनविलेले बेलविले किंवा फास्टनर्स.
बेलेव्हिल स्प्रिंग लिंक असेंबल करताना, अॅल्युमिनियम आउटलेटच्या बाजूला एक मोठा वॉशर ठेवला जातो आणि टिपवर कॉपर लगच्या बाजूला एक सामान्य वॉशर ठेवला जातो. बेलेविले स्प्रिंग्समध्ये कंटेनर वापरले जात नाहीत.
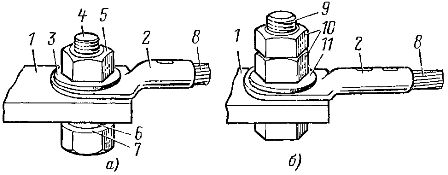
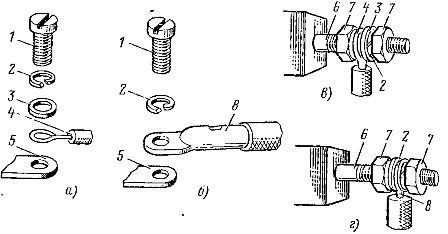
तांदूळ. 4. फ्लॅट अॅल्युमिनियम आउटलेटशी तांब्याची तार जोडणे: a — बेलेविले स्प्रिंग्स वापरणे, b — नॉन-फेरस फास्टनर्स वापरणे, 1 — टर्मिनल, 2 — कॉपर टीप, 3 — स्प्रिंग वॉशर, 4 — स्टील बोल्ट, 5 — स्टील नट , 6 — मोठे केलेले स्टील वॉशर, 7 — डिस्क स्प्रिंग, 8 — तांबे वायर, 9 — नॉन-फेरस धातूंचे बोल्ट, 10 — नॉन-फेरस धातूंचे नट, 11 — नॉन-फेरस धातूंचे वॉशर.
जर आवश्यक परिमाणांचे डिस्क स्प्रिंग्स किंवा नॉन-फेरस बोल्ट आणि नट उपलब्ध नसतील तर, जोडणीचा प्रतिकार आणि कनेक्शनचे गरम तापमान निर्दिष्ट मर्यादेत असल्यास, विस्तारित वॉशर वापरून कनेक्शन केले जाऊ शकते.
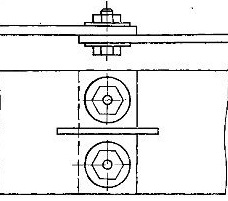
तांदूळ. 5. फ्लॅट टर्मिनलला दोन लग्स जोडा.
80% पेक्षा जास्त सापेक्ष आर्द्रता आणि किमान 20 डिग्री सेल्सिअस तापमान असलेल्या खोलीत किंवा रासायनिकदृष्ट्या सक्रिय वातावरणात संपर्क कनेक्शन चालवले जातात अशा प्रकरणांमध्ये, ते संक्रमणकालीन तांबे-अॅल्युमिनियम प्लेट्स वापरून चालते. जेव्हा अॅल्युमिनियम टर्मिनलला संरक्षक धातूचा कोटिंग असतो तेव्हा अॅल्युमिनियम टर्मिनलशी तांब्याच्या वायरचे थेट कनेक्शन केले जाऊ शकते.
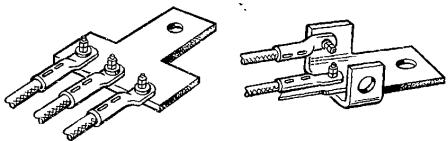
तांदूळ. 6. दोनपेक्षा जास्त कान टर्मिनल्सशी जोडण्यासाठी अडॅप्टर.
केबलच्या दोन कंडक्टरच्या सपाट टर्मिनलशी जोडणी करताना, सर्वात कमी संपर्क प्रतिकार सुनिश्चित करण्यासाठी आणि विद्युत प्रवाहाचे अधिक समान वितरण राखण्यासाठी फ्लॅट टर्मिनलच्या (चित्र 5) दोन्ही बाजूंना लग्स लावले पाहिजेत. जर तुम्हाला टर्मिनलला दोन पेक्षा जास्त कान जोडायचे असतील किंवा टर्मिनल होल टर्मिनल होलशी जुळत नसेल, तर संक्रमण तुकडे वापरा. टिपा अॅडॉप्टरच्या भागाशी सममितीयपणे जोडल्या जातात (Fig. 6).
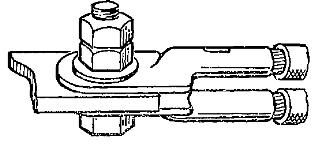
फ्लॅट कॉपर वायर्स आणि लग्सना पिनशी जोडणे उपकरणे पिन तांबे आणि त्याच्या मिश्र धातुंचे मानक नट वापरून चालते. 30 A पर्यंत रेट केलेल्या प्रवाहांवर कनेक्शन टिन, निकेल किंवा कॅडमियमसह लेपित स्टील नट्स वापरून केले जातात.
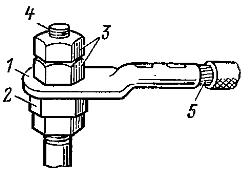
तांदूळ. 7. पिन टर्मिनलला टीप जोडणे: 1 — टीप, 2 — मोठे तांबे नट, 3 — स्टीलचे नट, 4 — पिन टर्मिनल, 5 — वायर.
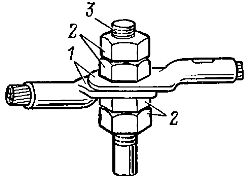
तांदूळ. 8. पिन टर्मिनलसह दोन लग्स जोडणे: 1 — लग्स, 2 — नट, 3 — पिन टर्मिनल.
250 A पर्यंतच्या प्रवाहांसाठी अॅल्युमिनियम फ्लॅट कंडक्टर तांबे प्रमाणेच जोडलेले आहेत आणि 250 ते 400 A पर्यंतच्या प्रवाहांसाठी, जोडणीसाठी विस्तारित कर्षण नट वापरले जातात (चित्र 7).
पिन टर्मिनल (चित्र 8) ला दोन लग्सचे कनेक्शन सममितीयपणे केले जाणे आवश्यक आहे आणि दोनपेक्षा जास्त लग जोडताना अडॅप्टर भाग वापरले जातात.
400 A वरील प्रवाहांसाठी, तांबे-अॅल्युमिनियम लग्स वापरणे आवश्यक आहे किंवा बसबारच्या टोकांना मजबुतीकरण (लाइन केलेले) करणे आवश्यक आहे.
सपाट आणि पिन टर्मिनल्सशी गोल तारांचे कनेक्शन तारेच्या आकाराच्या वॉशरच्या मदतीने रिंगच्या स्वरूपात तयार केल्यानंतर चालते.स्क्रू किंवा नट घट्ट करताना, स्टार वॉशरचे दात आउटलेट पृष्ठभाग किंवा स्टॉप नटला स्पर्श करू नयेत जेणेकरून कोर रिंग क्लॅम्पच्या विरूद्ध घट्टपणे दाबली जाईल.
वायरची अंगठी बोल्ट किंवा नटच्या डोक्याखाली ठेवली जाते जेणेकरून बोल्ट किंवा नट घट्ट झाल्यावर ते त्यांच्या खाली ढकलले जाऊ नये (चित्र 9). ज्या प्रकरणांमध्ये सिंगल वायर अॅल्युमिनियम कंडक्टरला रिंग टीप (पिस्टन) सह समाप्त केले जाते, तारा वॉशर वापरला जात नाही.
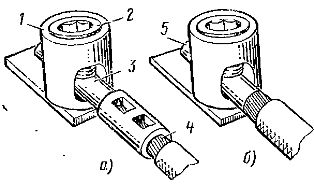
तांदूळ. 9. कंडक्टरसह 10 मिमी 2 पर्यंतच्या क्रॉस सेक्शनसह अॅल्युमिनियम वायरचे कनेक्शन: a — फ्लॅट, b — पिन, 1 — स्क्रू, 2 — स्प्रिंग वॉशर, 3 — स्टार वॉशर, 4 — रिंगमध्ये वाकलेला कोर, 5 — फ्लॅट क्लॅम्प, 6 — पिन टर्मिनल, 7 — नट.
तांदूळ. 10. तारांसह 10 मिमी 2 पर्यंतच्या क्रॉस सेक्शनसह कॉपर वायर जोडणे: a, b — फ्लॅट, c, d — पिन, 1 — स्क्रू, 2 — स्प्रिंग वॉशर, 3 — वॉशर, 4 — सिंगल-वायर वायर बेंट रिंगमध्ये, 5 — सपाट पकडीत घट्ट, 6 — पिन क्लिप, 7 — नट, 8 — तार एक सपाट किंवा रिंग टीप सह समाप्त.
10 मिमी 2 पर्यंत क्रॉस सेक्शन असलेल्या कॉपर वायर स्क्रू, वॉशर, लॉक वॉशर आणि नट (चित्र 10) वापरून फ्लॅट आणि पिन टर्मिनल्सशी जोडल्या जातात. टिप (पिस्टन) सह पूर्ण झालेल्या तारा जोडताना, वॉशर वापरला जात नाही.
तांदूळ. 11. अॅल्युमिनियमच्या अडकलेल्या वायरला दंडगोलाकार क्लॅम्पने जोडणे: a — पिनच्या टोकाचा वापर करून, b — धाग्याचा शेवट एका मोनोलिथमध्ये मिश्रित पदार्थ जोडल्यानंतर, 1 — बॉडी, 2 — क्लॅम्पिंग स्क्रू, 3 — पिन टीप, 4 — अडकलेला कंडक्टर, 5 — कोरचा शेवट, एका मोनोलिथमध्ये जोडलेला.
प्लग जोडणीसाठी स्क्रू टर्मिनल्ससह, अॅल्युमिनियम किंवा तांबे अडकलेल्या तारा पिनने तुटल्यानंतर किंवा वायरचा शेवट एका मोनोलिथमध्ये मिश्रित पदार्थ जोडल्यानंतर जोडल्या जाऊ शकतात.