लीड शीथेड पेपर इन्सुलेशन आणि केबल ग्रंथीसह उच्च व्होल्टेज पॉवर केबल्स
पॉवर केबल्सचा उद्देश परिसरात वीज प्रेषण आणि वितरण आणि वर्तमान संग्राहकांना पुरवण्यासाठी आहे.
ओव्हरहेड लाईन्सपेक्षा केबल्स स्थापित करणे अधिक महाग असले तरी, ते अधिक पसंतीचे उपाय म्हणून वापरले जात आहेत. आज, उच्च व्होल्टेज केबल्स प्रामुख्याने 380 kV, 110 kV, 35 kV, 20 kV, 10 kV आणि 400 V च्या व्होल्टेज स्तरांवर चालतात.
आज जवळजवळ केवळ प्लास्टिकच्या इन्सुलेशनसह केबल्स तयार केल्या जातात आणि XLPE आवरण, क्लासिक हाय-व्होल्टेज केबल तथाकथित पेपर केबल आहे.
XLPE केबल्स 1980 च्या दशकापूर्वी मोठ्या प्रमाणावर टाकण्यास सुरुवात झाली, जरी काही देशांमध्ये ही प्रक्रिया नंतर सुरू झाली. या व्होल्टेज पातळीचे एक विशेष उल्लेखनीय वैशिष्ट्य म्हणजे पर्यायी पॉलिमर केबल प्रकारांची प्रचंड विविधता.
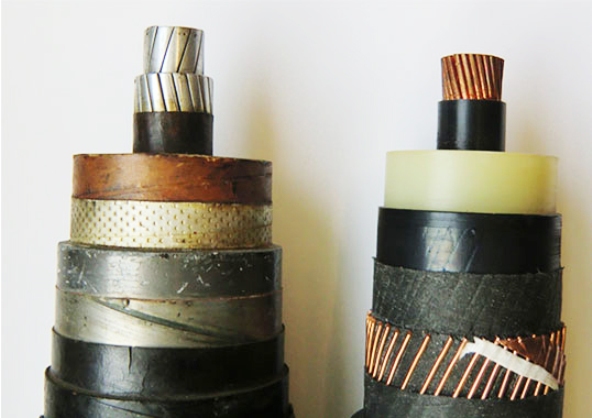
पेपर-इन्सुलेटेड पॉवर केबल्स (डावीकडे) वि. XLPE केबल
इंप्रेग्नेटेड पेपर इन्सुलेशनसह पॉवर केबल्स
पेपर-इन्सुलेटेड लीड केबल्समध्ये 400 V ते 35 kV पर्यंतच्या व्होल्टेज पातळीसाठी जवळजवळ समान मूलभूत रचना असते.19व्या शतकाच्या उत्तरार्धात पहिल्या पॉवर सिस्टीमचा परिचय झाल्यापासून ते पॉवर ट्रान्समिशनसाठी वापरले जात आहेत.

20 व्या शतकातील लीड-शीथ आर्मर्ड पॉवर सप्लाय केबल
35 kV पर्यंतच्या ऑपरेटिंग व्होल्टेजसाठी, अशा केबल्स घालण्याच्या परिस्थितीनुसार, लीड शीथ आणि आर्मरमध्ये ऑइल रोझिन-इंप्रेग्नेटेड केबल पेपरच्या इन्सुलेशनसह बनविल्या जातात.
खाणकाम आणि उत्पादन उद्योगात आणि शेतीमध्ये वापरल्या जाणार्या जहाजांवर टाकलेल्या केबल्स आणि तारा प्रामुख्याने रबर किंवा पीव्हीसीच्या लवचिक नळीमध्ये रबर किंवा प्लास्टिकच्या इन्सुलेशनसह बनविल्या जातात.
पॉवर केबल्स कोरच्या संख्येनुसार ओळखल्या जातात: एक-, दोन-, तीन- आणि चार-कोर. कंडक्टर सिंगल किंवा मल्टी-वायर असू शकतात आणि आकारात - गोल, सेक्टर, खंडित आणि अंडाकृती असू शकतात.
वर नमूद केल्याप्रमाणे, XIX शतकाच्या शेवटी 6 केव्ही पर्यंतच्या व्होल्टेजसह तीन-वायर केबल दिसली. सुरुवातीला, ती गोलाकार तांब्याच्या तारा असलेली केबल होती, तारांवर कागद-इंप्रेग्नेटेड इन्सुलेशनचा एक जाड थर होता आणि इन्सुलेशनच्या तारांवर समान (बेल्ट) इन्सुलेशनचा थर एकत्र गुंफलेला होता, म्हणजे एका शिशाखाली. आवरण

1927 मधील काबेलवर्के ब्रुग जाहिरातीमधील लीड केबलचे उदाहरण.
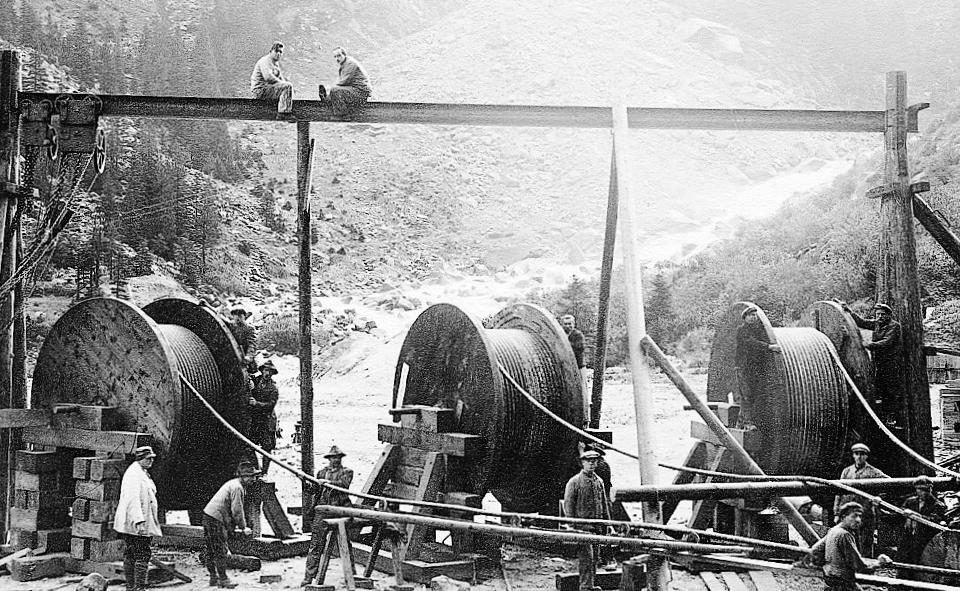
1928 मध्ये जर्मनीमध्ये 30 केव्ही केबल टाकणे.
पॉवर केबलचा विकास केबलचे कार्यरत व्होल्टेज आणि त्याच्या ऑपरेशनची विश्वासार्हता वाढवण्याच्या धर्तीवर जातो, परंतु इन्सुलेशन लेयरची जाडी आणखी वाढवून नाही, तर गुणवत्ता सुधारून आणि इन्सुलेशन केबलचा वापर सुधारून. केबल मध्ये साहित्य.
केबलच्या आर्थिक निर्देशकांची सुधारणा, म्हणजे.सर्वात महत्त्वाचे म्हणजे, त्याच्या किंमतीतील कपात मूलभूत सामग्रीच्या चांगल्या वापरामुळे आणि तांत्रिक प्रक्रियेच्या सुधारणेमुळे (उत्पादन चक्र कमी करणे, कचरा कमी करणे आणि उत्पादन नाकारणे) च्या बचतीद्वारे निर्धारित केले जाते.
1920 च्या दशकात, मल्टीकोर पॉवर केबल्समधील गोल कंडक्टरची जागा सेगमेंट आणि सेक्टर कंडक्टरने घेतली होती, कारण या वेळेपर्यंत केबल उत्पादनाची पातळी इतकी वाढली होती की 10 केव्ही पर्यंतच्या नॉन-गोल कंडक्टरसह विश्वसनीय पॉवर केबल्स तयार करणे शक्य झाले. .
बीजारोपण केलेल्या पेपर पॉवर केबलचा मुख्य प्रकार सेक्टर केबल आहे.
या केबलला प्रत्येक कोर (फेज इन्सुलेशन) वर एक इन्सुलेटिंग थर असतो आणि तीन इन्सुलेटेड कोअरवर एक सामान्य इन्सुलेट थर असतो (बेल्ट इन्सुलेशन). अशा केबलला बेल्ट इन्सुलेशन असलेली केबल म्हणतात किंवा इलेक्ट्रिक फील्डच्या प्रकारानुसार ते, नॉन-रेडियल फील्ड असलेली केबल, आणि गर्भाधानाच्या प्रकारानुसार - चिपचिपा गर्भाधान असलेली केबल.
या प्रकारची केबल नियुक्त करण्यासाठी, ढाल आणि बाह्य आवरणाच्या प्रकारानुसार चिन्हे (ब्रँड) वापरली जातात, उदाहरणार्थ:
- SG — चिलखत नसलेली केबल आणि आघाडीवर कॅप्स,
- CA - शिशाच्या आवरणावर डांबराचा एक थर लावला जातो,
- SB — शिशाच्या वर दोन स्टीलच्या पट्ट्यांचे चिलखत आणि बिटुमेन-इंप्रेग्नेटेड केबल धाग्याचे (ज्यूट) आवरण आहे,
- SBG — पूर्वीच्या डिझाइनप्रमाणेच पण बंपरवर ज्यूट कव्हर न करता,
- OP आणि SK — सपाट किंवा गोल तारांच्या चिलखतीसह केबल.
ब्रँडचे पहिले अक्षर शेलची उपस्थिती दर्शवते आणि शेवटचे संरक्षक कव्हरचे प्रकार सूचित करते.
मल्टी-कोर पॉवर केबल्स (दोन-, तीन- आणि चार-कोर) मध्ये व्यास कमी करून लीड वाचवण्यासाठी, केबलचे कंडक्टर गोलाकार नसून सेक्टर किंवा सेगमेंटच्या आकारात बनवले जातात.
सेक्टर कंडक्टरसह तीन-कोर केबल समान क्रॉस-सेक्शनच्या गोल कंडक्टर असलेल्या केबलपेक्षा व्यासाने अंदाजे 15% लहान असते. थ्री-कंडक्टर केबल्समध्ये सेक्टर कंडक्टरच्या परिचयामुळे लीडची बचत सरासरी 20% अंदाजित केली जाऊ शकते.
थ्री-फेज केबलचे कंडक्टर लंबवर्तुळाजवळ येत असलेल्या अंडाकृतीच्या स्वरूपात असू शकतात. या नसाच्या आकाराचा फायदा असा आहे की अंडाकृती शिरामध्ये सेक्टर नसासारखे तीक्ष्ण कोपरे नसतात.
35 केव्ही हाय-व्होल्टेज केबल्समध्ये ओव्हल कंडक्टरचा वापर केल्याने केबलच्या इन्सुलेशन लेयरमधील गर्भधारणेच्या रचनेमध्ये थर्मल बदलांसाठी काही भरपाई मिळू शकते आणि त्यामुळे केबलची गुणवत्ता सुधारू शकते.
केबल फॅक्टरीत पॉवर केबलचा इन्सुलेटिंग थर ज्यापासून बनवला जातो ते मुख्य इन्सुलेट सामग्री म्हणजे केबल पेपर आणि रीडिंग कंपाऊंड.
केबलच्या कागदाच्या थराचे गर्भाधान कागदातील हवा बदलण्यासाठी आणि कागदाच्या टेपच्या थरांमध्ये खनिज तेलाने किंवा विद्युत कनेक्शनमध्ये अधिक मजबूत असलेल्या इतर गर्भाधान संयुगाच्या दरम्यान केले जाते.
कागदाची भूमिका केवळ गर्भधारणा करणारे कंपाऊंड धारण करणे नाही. केबलच्या इन्सुलेशन लेयरमध्ये कागदाच्या उपस्थितीमुळे इन्सुलेशन लेयर मिळणे शक्य होते ज्याची ब्रेकिंग स्ट्रेंथ गर्भधारणेच्या मिश्रणाच्या ब्रेकिंग स्ट्रेंथपेक्षा अंदाजे 3 पट जास्त असते.
पॉवर केबल्सच्या इन्सुलेशन लेयरच्या उत्पादनासाठी वापरल्या जाणार्या केबल पेपरमध्ये विशिष्ट यांत्रिक गुणधर्म असणे आवश्यक आहे जे केबल कोरवर कागदाच्या पट्ट्यांचे घट्ट आच्छादन सुनिश्चित करतात, गर्भाधान प्रक्रियेच्या योग्य अंमलबजावणीसाठी आवश्यक भौतिक गुणधर्म आणि त्यात अशुद्धता नसावी, जे गर्भाधानानंतर कागदाचे विद्युत गुणधर्म कमी करतात.
बेल्ट इन्सुलेशनसह 20 आणि 35 केव्ही केबलचे बांधकाम ऑपरेशनमध्ये पुरेशी विश्वासार्हता प्रदान करू शकत नाही, मुख्यतः विद्युत क्षेत्राच्या गैर-रेडिएलिटीमुळे केबल इन्सुलेशनमध्ये स्पर्शिक ग्रेडियंट घटकांच्या उपस्थितीमुळे.
या व्होल्टेजवर, ओएसबी या ब्रँडद्वारे पारंपारिकपणे नियुक्त केलेल्या, एका सामान्य पट्टीच्या चिलखतीमध्ये वळवलेल्या तीन शिशा असलेली रचना लागू केली जाते. हे डिझाईन प्रथम 1923 मध्ये ए. याकोव्हलेव्ह आणि एस. एम. ब्रागिन यांनी प्रस्तावित केले होते.
20 केव्ही वरील व्होल्टेजसाठी उच्च-व्होल्टेज केबल्स नेहमीच सिंगल-कोर केबल म्हणून तयार केल्या जातात, म्हणजे. रेडियल इलेक्ट्रिक फील्डसह, कारण या प्रकरणात उच्च व्होल्टेजवरील केबलची विश्वासार्हता विशेष महत्त्वाची आहे.
110 आणि 220 केव्हीसाठी ते प्रामुख्याने वापरले जातात तेलाने भरलेल्या केबल्स ज्याचे मुख्य वैशिष्ट्य म्हणजे या केबलचे पेपर इन्सुलेशन कमी स्निग्धतेच्या खनिज तेलाने गर्भित केलेले आहे, जे केबलमध्ये तयार केलेल्या अतिरिक्त दाबाच्या प्रभावाखाली मध्यवर्ती पोकळ कोरसह केबलच्या बाजूने सहजपणे हलू शकते.
जेव्हा केबलचे तापमान बदलते, तेव्हा मुक्तपणे फिरणारे तेल विद्युत उपकरणांच्या मदतीने इन्सुलेटिंग लेयरमधील व्हॉल्यूममधील तापमान बदलांची भरपाई करणे शक्य करते, ज्यामुळे चिपचिपा गर्भाधान असलेल्या केबलमध्ये व्हॉईड्स तयार होतात आणि विनाश होतो.
पोकळ कोरच्या उपस्थितीमुळे उत्पादनामध्ये केबल कोरडे करणे आणि फीड करणे शक्य होते जेणेकरून व्यावहारिकपणे कोणतेही फुगे आणि वायूचा समावेश त्यामध्ये राहणार नाही.
उत्पादनामध्ये, केबल ड्रमवर जखमेच्या आहे आणि विशिष्ट सकारात्मक दबावाखाली एका विशेष तेल टाकीशी जोडली जाते. या उपकरणाबद्दल धन्यवाद, तापमानात लक्षणीय बदल होऊनही, केबलमध्ये गॅसचा समावेश होत नाही.

35 kV व्होल्टेजसाठी आधुनिक केबल OSB-35 3×120
केबल सील
केबल्स इतर उपकरणांशी किंवा एकमेकांना जोडण्यासाठी केबल लग आणि कनेक्टर प्रदान केले जातात.
केबल्स मर्यादित लांबीसाठी बनविल्या जात असल्याने, कनेक्टिंग फिटिंग्ज — तथाकथित केबल ग्रंथी — आवश्यक आहेत. केबल बॉक्सचे काम केबलच्या दोन टोकांना एकमेकांशी जोडणे आहे.
लीपझिग म्युझियममधील 30 केव्ही केबल लिंकचे प्रात्यक्षिक, जे उघडल्यावर, अशी केबल लिंक कशी कार्य करते हे दर्शवते:

अॅल्युमिनियम वायरचे थेट कनेक्शन वेल्डेड आणि अॅल्युमिनियम फाइलसह मशीन केलेले आहे. तांबे वायर्सच्या बाबतीत, तथाकथित सोल्डरिंग स्लीव्ह्स ठेवल्या जातात, केबल कोर आणि सोल्डर केले जातात.
बेअर मेटल कंडक्टर 10 ते 30 मिमी रुंद ऑइल पेपरने हाताने गुंडाळले जातात जोपर्यंत इन्सुलेशन जाडी केबल इन्सुलेशन जाडीच्या 2.5 पट होत नाही.
वाइंडिंग करण्यापूर्वी, केबलचे मिश्रण आणि कागद 130 अंशांपर्यंत गरम करणे आवश्यक आहे जेणेकरून ओलावा उकळू शकेल. यासाठी उघड्या कोळशाच्या स्टोव्हचा वापर करण्यात आला. अर्थात, हे फक्त घराबाहेरच शक्य होते.
बुशिंग्जमध्ये ओलावा जाण्यापासून रोखण्यासाठी, लीड किंवा गॅल्वनाइज्ड स्टीलचे फॅक्टरी-निर्मित आतील बुशिंग शिशाच्या आवरणांना जोडण्यासाठी आणि त्यांना घट्ट सोल्डर करण्यासाठी वापरले जाते.
सोल्डरिंग प्रक्रियेच्या समाप्तीच्या काही काळापूर्वी, हवा खिसे टाळण्यासाठी केबल कंपाऊंड छिद्रामध्ये ओतले जाते.
पॉवर केबलची गर्भाधान प्रक्रिया पार पाडताना, गर्भाधान करण्यापूर्वी इन्सुलेशन लेयरमध्ये उरलेल्या ओलावाचे बाष्पीभवन करण्यासाठी सर्व उपाययोजना करणे आवश्यक आहे. आणि केबलच्या संपूर्ण इन्सुलेशन लेयरला शक्य तितक्या पूर्णपणे गर्भाधान करा, एनएस व्हिस्पर्स दरम्यान इन्सुलेशन लेयरमध्ये तयार होणारे हवेचा समावेश कमी करा.
गर्भाधान करणार्या कंपाऊंडला यांत्रिक अशुद्धतेची वेळोवेळी साफसफाई करणे, केबलच्या गर्भाधान दरम्यान जमा झालेला ओलावा काढून टाकण्यासाठी व्हॅक्यूम उपचार आणि त्यात विरघळलेला वायू (हवा) काढून टाकण्यासाठी डीगॅसिंग करणे आवश्यक आहे.
तथाकथित "लीड इनर स्लीव्ह" कास्ट स्टीलच्या आच्छादनात बंद करण्यापूर्वी आणि राळ इन्सुलेशनने भरले जाण्यापूर्वी, स्टील स्ट्रिप मजबुतीकरण आणि लीड शीथ दरम्यान धातूचे कनेक्शन केले जाणे आवश्यक आहे.
कमीतकमी 3 तास थंड झाल्यानंतर, स्थापित सॉकेट बराच काळ (30 वर्षे किंवा अधिक) वापरला जाऊ शकतो.
पॉवर केबल्ससाठी केबल सील स्थापित करण्यासाठी डिव्हाइस आणि तंत्रज्ञानाबद्दल अधिक माहितीसाठी, येथे पहा:पॉवर केबल कनेक्टर