स्विचगियर आणि ओव्हरहेड लाईन्सच्या संपर्क कनेक्शनमधील दोष शोधणे
आपल्याला माहिती आहे की, डिझाइन, उद्देश, सामग्रीच्या जोडणीची पद्धत, अनुप्रयोगाचे क्षेत्र आणि इतर घटकांवर अवलंबून, बोल्ट, वेल्डेड, सोल्डर आणि क्रिम्ड (दाबलेले आणि वळवलेले) संपर्क सांधे आहेत. रिमोट स्पेसर वायर संपर्क कनेक्शनचा देखील संदर्भ घेऊ शकतात.
वेल्डेड संपर्क जोड्यांचे दोष
वेल्डिंगद्वारे बनवलेल्या संपर्क जोड्यांमध्ये काम करताना, दोषांची कारणे असू शकतात: निर्दिष्ट पॅरामीटर्समधून विचलन, अंडरकट, बुडबुडे, गुहा, प्रवेशाचा अभाव, सॅगिंग, क्रॅक, स्लॅग आणि वायूचा समावेश (पोकळी), सील न केलेले खड्डे, जळणे. कोर वायर्स, जोडलेल्या तारांचे वळण, टर्मिनल्सची चुकीची निवड, कनेक्शनवर संरक्षणात्मक कोटिंगचा अभाव इ.
थर्मल वेल्डिंग तंत्रज्ञान मोठ्या क्रॉस-सेक्शन (240 मिमी 2 आणि अधिक) असलेल्या तारांसाठी वेल्डेड कनेक्टर्सचे विश्वसनीय ऑपरेशन सुनिश्चित करत नाही.हे या वस्तुस्थितीमुळे होते की वेल्डिंगच्या तारा जोडण्यासाठी अपुरा गरम झाल्यामुळे आणि त्यांच्या टोकांच्या असमान अभिसरणामुळे, बाह्य स्तर जळतात, वेल्डिंग साइटवर प्रवेशाचा अभाव, कमी व्हॉईड्स आणि स्लॅग दिसतात. परिणामी, वेल्डेड कनेक्शनची यांत्रिक शक्ती कमी होते, जे मोजणीपेक्षा कमी यांत्रिक भारांवर, अँकरच्या लूपमध्ये वायरचे ब्रेक (बर्न) होते.


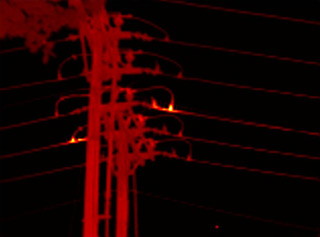
अँकर सपोर्ट लूपमधील वेल्डिंग दोषांमुळे अल्पकालीन ओव्हरहेड लाईन्स आपत्कालीन बंद झाल्या आहेत. वेल्डेड जॉइंटमध्ये वैयक्तिक तारा तुटल्यास, यामुळे संपर्क प्रतिरोधकता आणि त्याचे तापमान वाढते. या प्रकरणात दोषांच्या विकासाचा दर अनेक घटकांवर लक्षणीय अवलंबून असेल: लोड करंटचे मूल्य, वायर व्होल्टेज, वारा आणि कंपनाचा प्रभाव इ. केलेल्या प्रयोगांवर आधारित, असे आढळून आले की:
-
स्वतंत्र कंडक्टरच्या तुटण्यामुळे कंडक्टरच्या सक्रिय क्रॉस-सेक्शनमध्ये 20 - 25% कपात हेलिकॉप्टरमधून आयआर नियंत्रणादरम्यान आढळू शकत नाही, जी कंडक्टरच्या कमी उत्सर्जनाशी संबंधित आहे, उष्णता इन्सुलेटरचे अंतर. 50 - 80 मीटरचा ट्रॅक, वाऱ्याचा प्रभाव, सौर विकिरण आणि इतर घटक;
-
थर्मल इमेजर किंवा पायरोमीटर वापरून वेल्डिंगद्वारे बनविलेले दोषपूर्ण संपर्क सांधे नाकारताना, हे लक्षात घेतले पाहिजे की या जोड्यांमधील दोषांच्या विकासाचा दर दाबून बोल्ट केलेल्या संपर्क जोड्यांपेक्षा खूप जास्त आहे;
-
ओव्हरहेड लाइन हेलिकॉप्टरच्या तपासणीदरम्यान थर्मल इमेजिंग कॅमेर्याद्वारे 5 डिग्री सेल्सिअस जास्त तापमानात वेल्डिंगद्वारे केलेल्या संपर्क जोड्यांचे दोष धोकादायक म्हणून वर्गीकृत केले जावेत;
-
तारांच्या वेल्डेड भागातून न काढलेले स्टीलचे स्लीव्हज चुकीची छाप देऊ शकतात शक्य गरम, गरम झालेल्या पृष्ठभागाच्या उच्च उत्सर्जनामुळे.

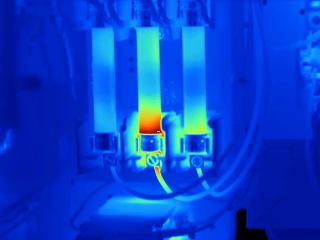
दाबलेल्या संपर्क कनेक्शनचे दोष
क्रिमिंगद्वारे बनवलेल्या संपर्क कनेक्शनमध्ये, लग्स किंवा स्लीव्हजची अयोग्य निवड, लगमध्ये कोर अपूर्ण न घालणे, अपुरे दाबणे, वायर कनेक्टरमधील स्टील कोरचे विस्थापन इत्यादी आहेत. तुम्हाला माहिती आहेच की, यापैकी एक मार्ग आहे. crimped कनेक्टर्स व्यवस्थापित करा त्यांच्या डीसी प्रतिकार मोजला गेला आहे.
 किमान संपर्क कनेक्शनचा निकष संपूर्ण कंडक्टरच्या समतुल्य विभागाचा प्रतिकार आहे. मोल्ड केलेले कनेक्टर फायदेशीर मानले जाते जर त्याचा प्रतिकार संपूर्ण वायरच्या समतुल्य लांबीच्या 1.2 पट जास्त नसेल.
किमान संपर्क कनेक्शनचा निकष संपूर्ण कंडक्टरच्या समतुल्य विभागाचा प्रतिकार आहे. मोल्ड केलेले कनेक्टर फायदेशीर मानले जाते जर त्याचा प्रतिकार संपूर्ण वायरच्या समतुल्य लांबीच्या 1.2 पट जास्त नसेल.
जेव्हा क्लच दाबला जातो तेव्हा त्याचा प्रतिकार झपाट्याने कमी होतो, परंतु वाढत्या दाबाने ते स्थिर होते आणि नगण्य बदलते. कनेक्टरचा प्रतिकार क्रिम केलेल्या तारांच्या संपर्क पृष्ठभागाच्या स्थितीसाठी अत्यंत संवेदनशील आहे. संपर्क पृष्ठभागांवर अॅल्युमिनियम ऑक्साईड दिसल्यामुळे कनेक्टरच्या संपर्क प्रतिकारामध्ये तीव्र वाढ होते आणि उष्णता निर्मितीमध्ये वाढ होते.
दाबण्याच्या प्रक्रियेदरम्यान कॉन्टॅक्ट जॉइंटच्या संपर्क प्रतिकारामध्ये होणारे क्षुल्लक बदल, तसेच त्यात संबंधित कमी उष्णता सोडणे, इन्फ्रारेड उपकरणांच्या मदतीने असेंब्लीनंतर लगेचच त्यातील दोष शोधण्यात अपुरी कार्यक्षमता दर्शवितात.
दाबलेल्या संपर्क जोड्यांच्या ऑपरेशन दरम्यान, त्यांच्यातील दोषांची उपस्थिती ऑक्साईड फिल्म्सच्या अधिक गहन निर्मितीमध्ये योगदान देईल आणि क्षणिक प्रतिकार वाढेल आणि स्थानिक ओव्हरहाटिंगच्या घटनेसह. म्हणून, असे गृहीत धरले जाऊ शकते की नवीन क्रिम केलेल्या संपर्क कनेक्शनचे इन्फ्रारेड नियंत्रण क्रिम दोष शोधण्याची परवानगी देत नाही आणि विशिष्ट कालावधीसाठी (1 वर्ष किंवा अधिक) कार्यरत असलेल्या कनेक्टरसाठी केले जावे.
मोल्डेड कनेक्टर्सची मुख्य वैशिष्ट्ये म्हणजे क्रिम आणि यांत्रिक शक्तीची डिग्री. कनेक्टरची यांत्रिक शक्ती वाढते म्हणून, त्याचा संपर्क प्रतिरोध कमी होतो. कनेक्टरची जास्तीत जास्त यांत्रिक शक्ती संपर्काच्या किमान विद्युत प्रतिकाराशी संबंधित आहे.
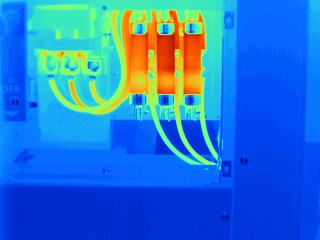
बोल्ट केलेल्या संपर्क कनेक्शनचे दोष
तांबे किंवा अॅल्युमिनियम मिश्र धातुपासून बनवलेल्या सपाट टर्मिनलला तांबे वायर जोडताना वॉशर्सच्या कमतरतेमुळे, बेलेव्हिल स्प्रिंग्सची कमतरता, अॅल्युमिनियमच्या टोकाशी तांबे टर्मिनल्सशी थेट जोडणी झाल्यामुळे, बोल्टसह बनविलेल्या संपर्क कनेक्टर्समध्ये बहुतेकदा दोष असतात. आक्रमक किंवा ओले वातावरणासह घरातील उपकरणे, अपुरा बोल्ट घट्ट टॉर्क इ.
उच्च प्रवाहांसाठी (3000 A आणि अधिक) अॅल्युमिनियम बसबारच्या बोल्ट केलेल्या संपर्क जोडांना कार्यामध्ये पुरेशी स्थिरता नसते.जर 1500 A पर्यंतच्या प्रवाहांसाठी संपर्क कनेक्शनसाठी दर 1-2 वर्षांनी बोल्ट घट्ट करणे आवश्यक असेल, तर 3000 A आणि त्याहून अधिक प्रवाहांसाठी समान कनेक्शनला वार्षिक दुरुस्ती आवश्यक आहे, संपर्क पृष्ठभागांची आवश्यक साफसफाई करणे आवश्यक आहे. अशा ऑपरेशनची आवश्यकता या वस्तुस्थितीमुळे आहे की अॅल्युमिनियमपासून बनवलेल्या मोठ्या प्रवाहांच्या (पॉवर प्लांट्सच्या बसेस इ.) पाइपलाइनमध्ये, संपर्क जोड्यांच्या पृष्ठभागावर ऑक्साईड फिल्म्स तयार करण्याची प्रक्रिया अधिक तीव्र असते.
बोल्ट केलेल्या संपर्क जोड्यांच्या पृष्ठभागावर ऑक्साईड फिल्म्स तयार करण्याची प्रक्रिया स्टील बोल्ट आणि अॅल्युमिनियम रेलच्या रेखीय विस्ताराच्या भिन्न तापमान गुणांकांद्वारे सुलभ होते. जेव्हा शॉर्ट-सर्किट करंट किंवा अल्टरनेटिंग करंट बसबारमधून जातो तेव्हा कंपने होतात, विशेषत: जेव्हा बसबार लांब असतो आणि अॅल्युमिनियम बसबारच्या संपर्क पृष्ठभागाचे विकृतीकरण (कॉम्पॅक्शन) होते. या प्रकरणात, बसच्या दोन संपर्क पृष्ठभागांना एकत्र खेचणारी शक्ती कमकुवत होते आणि त्यांच्यामधील वंगणाचा थर बाष्पीभवन होतो. ऑक्साईड फिल्म्सच्या निर्मितीच्या परिणामी, संपर्कांचे संपर्क क्षेत्र, म्हणजे. संपर्क क्षेत्रांची संख्या आणि आकार (बिंदू) ज्याद्वारे वर्तमान पास कमी होतात आणि त्याच वेळी त्यांच्यातील वर्तमान घनता वाढते. ते हजारो अँपिअर प्रति चौरस सेंटीमीटरपर्यंत पोहोचू शकते, परिणामी या बिंदूंचे गरम होणे लक्षणीय वाढते.
नंतरच्या बिंदूचे तापमान संपर्क सामग्रीच्या वितळण्याच्या बिंदूपर्यंत पोहोचते आणि संपर्क पृष्ठभागांदरम्यान द्रव धातूचा एक थेंब तयार होतो. थेंबांचे तापमान, वाढते, उकळते, संपर्क जंक्शनच्या सभोवतालची जागा आयनीकृत होते आणि अणुभट्टीच्या प्लांटमध्ये मल्टीफेस शॉर्ट सर्किट तयार होऊ शकते.चुंबकीय शक्तींच्या प्रभावाखाली, चाप हलू शकतो टायर्स RU सर्व परिणामी परिणामांसह.
ऑपरेशनल अनुभव दर्शवितो की, उच्च-वर्तमान बसबारसह, सिंगल-बोल्ट संपर्क कनेक्शनमध्ये अपुरी विश्वासार्हता आहे. नंतरचे, GOST 21242-75 नुसार, 1000 A पर्यंत रेट केलेल्या प्रवाहांवर वापरण्याची परवानगी आहे, परंतु 400-630 A च्या प्रवाहांवर ते आधीच खराब झाले आहेत. सिंगल-बोल्ट संपर्क कनेक्शनची विश्वासार्हता सुधारण्यासाठी अनेकांची आवश्यकता आहे. इलेक्ट्रिकल त्यांचे प्रतिकार स्थिर करण्यासाठी तांत्रिक उपाय.
बोल्ट केलेल्या संपर्क कनेक्शनमधील दोषांच्या विकासाची प्रक्रिया, नियमानुसार, बराच वेळ घेते आणि अनेक घटकांवर अवलंबून असते: लोड करंट, ऑपरेशनची पद्धत (स्थिर लोड किंवा व्हेरिएबल), रसायनांचा संपर्क, वारा भार, बोल्ट घट्ट करणे शक्ती, संपर्क दाब स्थिरीकरणाची उपलब्धता इ.
संपर्क कनेक्शनची संपर्क प्रतिकारशक्ती एका विशिष्ट बिंदूपर्यंत हळूहळू वाढते, त्यानंतर तीव्र उष्णता सोडण्यासह संपर्क पृष्ठभागाची तीव्र बिघाड होते, जी संपर्क कनेक्शनची आपत्कालीन स्थिती दर्शवते.
असेच परिणाम इन्फ्रामेट्रिक्स (यूएसए) च्या तज्ञांनी बोल्ट केलेल्या संपर्क जोड्यांच्या थर्मल चाचण्यांदरम्यान प्राप्त केले. चाचण्यांदरम्यान गरम तापमानात वाढ वर्षभर हळूहळू होते आणि नंतर उष्णता सोडण्यात तीव्र वाढीचा कालावधी सुरू होतो.
पिळणे करून बनविलेले संपर्क सांधे दोष
ट्विस्टिंगद्वारे बनवलेल्या संपर्क कनेक्शनचे नुकसान मुख्यत्वे स्थापना दोषांमुळे होते.ओव्हल कनेक्टरमधील तारांचे अपूर्ण वळण (4.5 पेक्षा कमी वळणे) कनेक्टरमधून वायर खेचतील आणि तुटतील. उपचार न केलेल्या तारांमुळे उच्च संपर्क प्रतिरोध निर्माण होतो, परिणामी कनेक्टरमधील वायर संभाव्य बर्नआउटसह जास्त गरम होते. SOAS-95-3 या ब्रँडच्या ओव्हल कनेक्टरमधून AJS-70/39 प्रकारातील विजेच्या संरक्षणाची तार 220 kV ओव्हरहेड लाईनमधून कमी वळणांवर वळवल्या गेल्याची प्रकरणे आहेत.

 अंतर कंस
अंतर कंस
स्पेसरच्या काही आवृत्त्यांची असमाधानकारक रचना, कंपन शक्तींचा संपर्क आणि इतर घटकांमुळे तारा चाफिंग किंवा तुटणे होऊ शकते. या प्रकरणात, स्पेसरमधून एक प्रवाह वाहेल, ज्याचे मूल्य दोषाच्या स्वरूप आणि विकासाच्या प्रमाणात निर्धारित केले जाईल.
"वितरण उपकरणांच्या इलेक्ट्रिकल उपकरणांचे इन्फ्रारेड डायग्नोस्टिक्स" या सामग्रीवर आधारित लेखक बाझानोव एस.ए.