उच्च व्होल्टेज विद्युत उपकरणांच्या विद्युत संपर्कांची देखभाल
 उपकरणांच्या थेट भागांचे संपर्क, उपकरणांचे कनेक्शन, बस इ. वर्तमान-वाहक सर्किटमधील एक कमकुवत बिंदू आहेत आणि खराबी आणि अपघातांचे स्रोत बनू शकतात. हे लक्षात घेऊन, संपर्कांची संख्या शक्य तितकी कमी ठेवण्याचे ध्येय ठेवले पाहिजे.
उपकरणांच्या थेट भागांचे संपर्क, उपकरणांचे कनेक्शन, बस इ. वर्तमान-वाहक सर्किटमधील एक कमकुवत बिंदू आहेत आणि खराबी आणि अपघातांचे स्रोत बनू शकतात. हे लक्षात घेऊन, संपर्कांची संख्या शक्य तितकी कमी ठेवण्याचे ध्येय ठेवले पाहिजे.
अंजीर मध्ये. 1 सबस्टेशन्सपैकी एकामध्ये वर्तमान-वाहक सर्किटचा एक विभाग दर्शविते, ज्यावरून हे पाहिले जाऊ शकते की विभागात abc मध्ये सात संपर्क होते आणि बदलानंतर तीन होते. निरर्थक इलेक्ट्रिकल आउटलेट वीज पुरवठ्याची विश्वासार्हता कमी करणे आणि यामुळे खराबी आणि अपघात होऊ शकतात. म्हणून, दुरुस्तीच्या कामाच्या दरम्यान, सर्किट्समधून अनावश्यक संपर्क काढून टाकणे आणि अधिक विश्वासार्ह वेल्डेड संपर्कांसह अविश्वसनीय संपर्क बदलणे आवश्यक आहे.
संपर्क कनेक्शनच्या चुकीच्या अंमलबजावणीमुळे किंवा जीओएसटी, नियम आणि नियमांची आवश्यकता पूर्ण न करणाऱ्यांच्या वापरामुळे तसेच अविश्वसनीय किंवा घरगुती संपर्कांमुळे अनेक अपघात आणि गैरप्रकार घडतात.रॉड, ट्रान्झिशनल (तांबे - अॅल्युमिनियम), बोल्ट केलेले आणि विशेषतः सिंगल-स्क्रू संपर्कांसह संपर्काच्या नुकसानाची सर्वात मोठी प्रकरणे आढळतात.
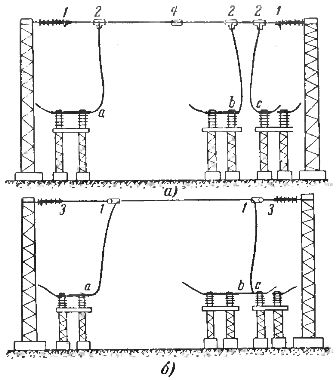
तांदूळ. 1. सबस्टेशन विभाग संपर्कांचे आकृती: a — बदलण्यापूर्वी, b — बदलानंतर, 1 — टेंशन क्लॅम्प्स, 2 — टी-बोल्ट क्लॅम्प्स, 3 — स्टील इन्सर्ट्स, 4 — कनेक्टिंग क्लॅम्प.
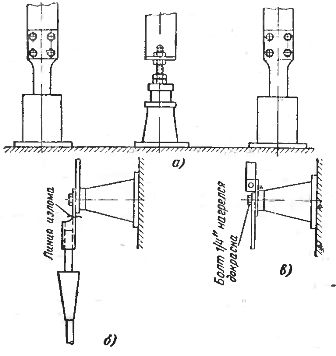
तांदूळ. 2. मानकांच्या आवश्यकतांचे पालन न केल्यामुळे संपर्क अयशस्वी होण्याची काही सामान्य प्रकरणे: a — इन्सुलेटरचा कॉपर कोर अॅल्युमिनियम बसला साध्या नटने जोडलेला असतो, b — ब्रेक पॉइंटवर केबल रॉड केबलच्या क्रॉस सेक्शनशी सुसंगत नाही, c — डिस्कनेक्टर 400 a च्या कॉपर टर्मिनलला अॅल्युमिनियम बसबार बोल्ट केलेले ठिकाण …
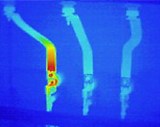
अंजीर मध्ये. 2 संपर्क नुकसानीची अनेक विशिष्ट प्रकरणे दर्शविते. अंजीर मध्ये दर्शविलेले नुकसान. 2, a, फ्लॅट बसला जोडलेल्या मिडल फेज स्लीव्हच्या रॉडच्या तांब्याच्या संपर्कावर आला. दोन बाह्य टप्प्यांचा वर्तमान ट्रान्सफॉर्मरसह चार-बोल्ट बसबार संपर्क होता आणि बुशिंगच्या मधल्या रॉडचा संपर्क सामान्य नटने बाह्य टप्प्यांप्रमाणेच क्रॉस-सेक्शनच्या बसबारशी जोडलेला होता.
मधल्या टप्प्यातील संपर्क आणि अंतिम टप्प्यातील संपर्कांमधील तफावत स्पष्ट आहे. ऑपरेटिंग कर्मचार्यांनी मधल्या टप्प्यात संपर्काचा अतिउष्णता शोधून काढला, संपर्क वेगळे केले आणि साफ केले, परंतु ते बदलण्यासाठी उपाययोजना केल्या नाहीत, परिणामी मोठी दुर्घटना घडली.
केबल रॉडवरील संपर्क (चित्र 2.6) वर (जुन्या प्रकार) ब्रेक लाइनने चिन्हांकित केलेल्या जागेचा क्रॉस-सेक्शन केबलच्या क्रॉस-सेक्शनल क्षेत्राच्या दृष्टीने अपुरा आहे आणि यांत्रिक शक्तीच्या दृष्टीने अविश्वसनीय आहे . सर्वात लहान लाईनवरील केबल केबल उद्ध्वस्त झाल्याने मोठी दुर्घटना घडली.
अंजीर मध्ये.3, c 1/4 «बोल्ट्सच्या विभागाची अपुरीता दर्शविते जे एकमेकाला आणि डिस्कनेक्टर्सना जोडण्यासाठी वापरल्या जाणार्या 1/4 बोल्टचा वापर करतात, बसबार एका बोल्टने डिस्कनेक्टरला जोडले जातात. नियमानुसार, विद्युत उपकरणे सपाट असावीत. 200 A आणि त्याहून अधिक प्रवाहांसाठी, फ्लॅट क्लॅम्प्समध्ये किमान दोन बोल्ट असणे आवश्यक आहे. ऑपरेटिंग कर्मचार्यांनी आधुनिक आवश्यकता पूर्ण न करणारे सर्व संपर्क ओळखले पाहिजेत आणि ओळखले जाणारे दोष दूर करण्यासाठी उपाय योजले पाहिजेत.
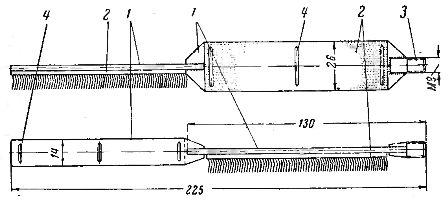
तांदूळ. 3. मधल्या भागांच्या अंडाकृती आणि ट्यूबलर कनेक्टरच्या आतील भिंती स्वच्छ करण्यासाठी मॅन्युअल ब्रश: 1 — स्टील प्लेट, 2 — कार्डो टेप, 3 — हँडल स्क्रू करण्यासाठी हँडल, 4 — कार्डो टेप फिक्स करण्यासाठी लवचिक वायर.
दुरुस्ती आणि पुनरावृत्ती दरम्यान, योग्य आणि काळजीपूर्वक स्थापना, साफसफाई, गंज संरक्षण आणि काढता येण्याजोग्या संपर्क कनेक्शनची स्थापना खूप महत्वाची आहे.
संपर्क पृष्ठभाग आणि विशेषत: अंडाकृती किंवा ट्यूबलर कनेक्टरची साफसफाई आणि स्नेहन करण्याच्या शिफारसींचे पालन करण्यासाठी, इन्स्टॉलरला खालील गोष्टींचा समावेश असलेली स्थापना किट प्रदान करणे आवश्यक आहे:
1. 25 ते 600 मिमी 2 (चित्र 3) च्या क्रॉस सेक्शनसह वायर जोडण्यासाठी ओव्हल, गोल आणि सपाट संपर्क पृष्ठभाग स्वच्छ करण्यासाठी ब्रश-ब्रश. रफल्स हँडलभोवती गुंडाळलेले असतात, जे विविध आकारांच्या रफ आणि ब्रशेससाठी सामान्य आहे.
2. पेट्रोल, अँटी-कॉरोझन ग्रीस आणि पेट्रोलियम जेलीसह प्लास्टिकच्या भांड्यांचा संच.
3. एक बॉक्स ज्यामध्ये ब्रश, कॅन आणि रॅग किंवा संपर्क पृष्ठभाग साफ करण्यासाठी चिंध्या संग्रहित आणि वाहतूक केली जातात.
सोल्डर केलेल्या संपर्कांची काळजी
सामान्य ऑपरेटिंग परिस्थितीत, सिंटर केलेले संपर्क सर्मेट सोल्डर पूर्णपणे झीज होईपर्यंत स्ट्रिप न करता ऑपरेट केले पाहिजेत.
हाय-पॉवर हाय-व्होल्टेज स्विचच्या सिंटर्ड संपर्कांच्या ऑपरेशनच्या अनुभवावरून असे दिसून आले की शॉर्ट-सर्किट प्रवाह बंद झाल्यानंतर सिंटर्ड संपर्कांचा क्षणिक प्रतिकार वाढत नाही आणि तांबे वितळल्यामुळे आणि त्याच्या गळतीमुळे काही प्रमाणात कमी होते. संपर्क पृष्ठभागावर.
फायलींसह सिंटर केलेले धातूचे संपर्क साफ केल्याने सामान्यतः चांगल्यापेक्षा जास्त नुकसान होते, कारण काही प्रकरणांमध्ये सिंटर केलेल्या संपर्कांच्या जीर्ण संपर्क पृष्ठभाग नवीनपेक्षा चांगले कार्य करतात. म्हणून, धातू-सिरेमिक संपर्कांच्या पृष्ठभागाची साफसफाई तेव्हाच केली जाऊ शकते जेव्हा संपर्क पृष्ठभागावर धातूचे स्वतंत्र गोठलेले ढेकूळ आढळतात, जे काढून टाकणे आवश्यक आहे, त्यानंतर गॅसोलीनमध्ये भिजलेल्या कापडाने संपर्क पृष्ठभाग पुसण्याची शिफारस केली जाते.
संपर्कांची चांगली स्थिती दर्शविणारे मुख्य संकेतक
विद्युतीय संपर्क अशा प्रकारे डिझाइन केले आहेत की संपर्क असलेल्या वर्तमान-वाहक सर्किटच्या विभागाचा प्रसार प्रतिकार समान लांबीच्या संपूर्ण कंडक्टरच्या वर्तमान-वाहक सर्किटच्या विभागाच्या प्रतिकारापेक्षा समान किंवा कमी असेल. रेट केलेले प्रवाह जितके जास्त असेल ज्यासाठी संपर्क डिझाइन केला आहे, संपर्क प्रतिकार कमी असावा.
निर्मात्यांद्वारे हमी दिलेले संपर्क प्रतिरोधक विविध उपकरणांसाठी ओळखले जातात.कालांतराने, संपर्काचा दाब कमकुवत होणे, खराब कंडक्टर असलेल्या हार्ड ऑक्साईड फिल्म्सची निर्मिती, संपर्क पृष्ठभाग जळणे इत्यादींमुळे संपर्कांचा संपर्क प्रतिरोध वाढू शकतो.
बोल्ट संपर्कांच्या संपर्क प्रतिरोधकतेत वाढ कंपनामुळे कमकुवत होणे, सैल होणे आणि संपर्क घट्टपणाचे उल्लंघन केल्यामुळे किंवा बोल्ट आणि संपर्क रबर्सच्या सामग्रीच्या थर्मल विस्ताराच्या गुणांकातील फरकामुळे होऊ शकते. जेव्हा बोल्ट थंड केले जातात तेव्हा संपर्क सामग्रीमध्ये वाढीव ताण निर्माण होऊ शकतो, ज्यामुळे संपर्काचे प्लास्टिक विकृत होते आणि शॉर्ट-सर्किट करंटसह, संपर्क सामग्रीचे जलद गरम आणि विस्तार होते, ज्यामुळे संपर्काचे विकृतीकरण आणि नाश होतो.
संपर्काचा संपर्क प्रतिरोध जितका कमी असेल तितका विद्युत प्रवाह जातो तेव्हा त्यात कमी उष्णता सोडली जाते आणि दिलेल्या तापमानात अशा संपर्कातून अधिक प्रवाह जाऊ शकतो.
संपर्कातील उष्णतेचे प्रकाशन संपर्क प्रतिकार आणि विद्युत् प्रवाहाच्या वर्गाच्या प्रमाणात असते: Q = I2Rset, जेथे Q ही संपर्कात निर्माण होणारी उष्णता आहे, Rset — संपर्क प्रतिकार, ओम, I — संपर्कातून जाणारा विद्युत् प्रवाह, आणि, t — वेळ, से.
जर हे मोजमाप जास्तीत जास्त लोडच्या कालावधीत घेतले गेले नाही तर संपर्क तापमानाचे मापन इच्छित परिणाम देऊ शकत नाही. कालावधीपासून बहुतेक प्रकरणांमध्ये, जास्तीत जास्त भार अंधारानंतर होतो, म्हणजे, जेव्हा कामकाजाचा दिवस संपतो, तेव्हा ओळींवर संपर्क तापमान मोजणे आणि जास्तीत जास्त लोडवर सबस्टेशन उघडणे शक्य नसते.याव्यतिरिक्त, संपर्क वर्तमान-वाहून जाणाऱ्या भागांपेक्षा अधिक मोठे केले जातात आणि धातूंची थर्मल क्षमता आणि थर्मल चालकता जास्त असते, म्हणून संपर्क गरम करणे हे संक्रमणाद्वारे निर्धारित केलेल्या संपर्काच्या वास्तविक दोषांशी संबंधित नसते. प्रतिकार …
काही प्रकरणांमध्ये, संपर्कांच्या स्थितीचे मूल्यांकन करण्यासाठी, संपर्क प्रतिरोधनाचे मूल्य नाही, परंतु संपर्क कनेक्शन असलेल्या वर्तमान-वाहक सर्किटच्या विभागातील व्होल्टेज ड्रॉपचे मूल्य वापरले जाते. व्होल्टेज ड्रॉप संपर्क प्रतिकार आणि विद्युत् प्रवाहाच्या विशालतेच्या प्रमाणात असेल: ΔU = RkAz, जेथे ΔU हा संपर्क असलेल्या क्षेत्रातील व्होल्टेज ड्रॉप आहे, Rk हा संपर्क प्रतिरोध आहे, Iz हा संपर्कातून वाहणारा विद्युत् प्रवाह आहे.
व्होल्टेज ड्रॉप करंट-वाहक सर्किटच्या मोजलेल्या विभागातून वाहणाऱ्या विद्युत् प्रवाहाच्या विशालतेवर अवलंबून असल्याने, संपर्क असलेल्या विद्युत्-वाहक सर्किटच्या विभागात आणि संपर्क नसलेल्या विभागात व्होल्टेज ड्रॉपची तुलना करण्याची पद्धत संपर्काच्या स्थितीचे मूल्यांकन करण्यासाठी वापरले जाते.
जर, जेव्हा समान परिमाणाचा प्रवाह समान लांबीच्या विभागांमधून जातो, तेव्हा संपर्क असलेल्या विभागात व्होल्टेज ड्रॉप होते, उदाहरणार्थ, संपूर्ण वायरच्या विभागात व्होल्टेज ड्रॉपपेक्षा 2 पट जास्त, तर , म्हणून, संपर्कातील प्रतिकार देखील 2 पट जास्त असेल.
अशा प्रकारे, संपर्क स्थितीचे तीन निर्देशकांद्वारे मूल्यांकन केले जाऊ शकते:
अ) संपर्काच्या ओमिक प्रतिकारांचे गुणोत्तर आणि कंडक्टरच्या संपूर्ण क्रॉस-सेक्शन,
b) संपर्क आणि कंडक्टरच्या संपूर्ण विभागावरील व्होल्टेज ड्रॉपचे गुणोत्तर,
(c) संपर्क आणि संपूर्ण कंडक्टरच्या तापमानाचे गुणोत्तर.
काही पॉवर सिस्टममध्ये, या गुणोत्तराला "अपयश घटक" म्हणण्याची प्रथा आहे.
कॉन्टॅक्ट डिफेक्ट फॅक्टर K1 हा संपूर्ण वायरच्या लांबीच्या समान असलेल्या विभागाच्या ओमिक रेझिस्टन्सचा संपर्क असलेल्या विभागाच्या ओमिक रेझिस्टन्सचे गुणोत्तर समजला जातो: K1 = RDa se/R° С
संपर्क दोष घटक K2 हा विद्युत् प्रवाहाच्या स्थिर मूल्यावर संपूर्ण कंडक्टरच्या लांबीच्या समान असलेल्या क्षेत्रातील व्होल्टेज ड्रॉपचा संपर्क असलेल्या क्षेत्रातील व्होल्टेज ड्रॉपचे गुणोत्तर समजला जातो: K2 = ΔUк /ΔUц
संपर्क K3 चा दोष गुणांक हा संपर्कातील मोजलेल्या तपमानाचे संपूर्ण कंडक्टरच्या तपमानाच्या समान वर्तमान मूल्याचे गुणोत्तर समजला जातो: K3 = TYes/T° C
चांगल्या संपर्कासाठी दोष गुणोत्तर नेहमी एकापेक्षा कमी असते. जेव्हा संपर्क बिघडतो तेव्हा दोष दर वाढतो आणि दोष जितका मोठा असेल तितका दोष दर वाढतो.
दोषपूर्ण संपर्क नाकारण्याच्या शुद्धतेच्या एकाधिक तुलनात्मक तपासण्या मायक्रोओहमीटर वापरून थेट प्रवाहावर संपर्काचा ओमिक प्रतिरोध मोजून, संपर्क असलेल्या क्षेत्रातील व्होल्टेज ड्रॉप मोजून आणि संपर्काचे गरम तापमान मोजून केले गेले.
त्याच वेळी, असे आढळून आले की संपर्क दोष घटक K1 हा दोष घटक K2 पेक्षा थेट प्रवाहावरील क्षणिक प्रतिकार मोजताना जास्त असल्याचे आढळून आले, तापमान मोजताना कार्यरत लोडवर पर्यायी प्रवाहातील व्होल्टेज ड्रॉप मोजून प्राप्त केले. संपर्क गरम करणे.अशा प्रकारे, तापमान मोजमाप संपर्क कनेक्शनच्या गुणवत्तेचे चांगले सूचक नाही.
पॉवर प्लांट्स आणि पॉवर ट्रान्समिशन नेटवर्क्सच्या तांत्रिक ऑपरेशनच्या नियमांनुसार प्रतिरोध किंवा 2 वरील व्होल्टेज ड्रॉपसाठी दोषांचे गुणांक असलेल्या पॉवर लाइन कनेक्टर्सचे संपर्क बदलणे किंवा दुरुस्तीच्या अधीन आहेत.